In a cement plant, two clocks run at the same time — the production clock that measures clinker tonnes per hour against monthly contracts, and the maintenance clock that tracks kiln campaign hours, refractory life, and mill liner wear. When those two clocks tell different stories, the plant loses money in both directions: a kiln pulled down for a planned reline during a peak-demand week can cost $200,000 to $500,000 in lost sales at a mid-size plant, and a kiln pushed past its refractory window to meet a sales target can trigger an unplanned shutdown that burns $28,000 per hour in clinker production until it comes back. Sixty percent of shutdown cost overruns trace directly to scope and timing decisions made without a shared source of truth between production planning and maintenance. The fix is not a better spreadsheet or a louder morning meeting — it is a bi-directional integration between your production planning system and your CMMS so every shutdown, speed reduction, and grinding halt is coordinated from the same dataset. This guide shows how that integration works, what it prevents, and how teams build it with Oxmaint.
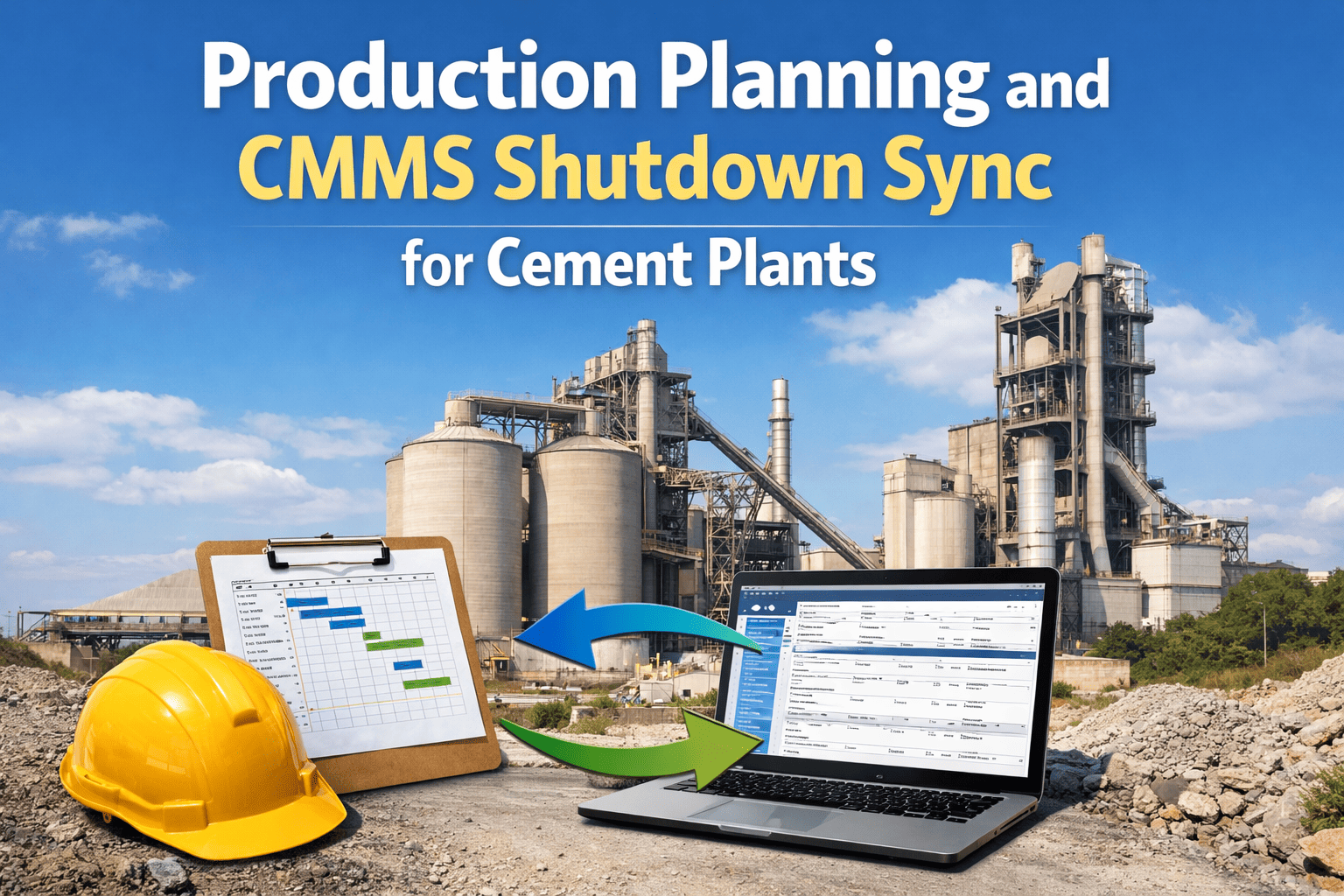
Production Planning & CMMS Shutdown Sync for Cement Plants
Bi-directional integration between production planning and maintenance — so every kiln shutdown, mill halt, and speed reduction is coordinated, costed, and executed from one plan instead of two.
Why Production and Maintenance Disagree — and What It Costs
Inside most cement plants, production planners and maintenance planners live in separate systems, separate meetings, and often separate buildings. The handshake between them happens through emails, whiteboards, and Monday morning debriefs. Every gap in that handshake becomes a cost event.
Pushes for: maximum runtime, late shutdowns, deferred PMs.
Pushes for: planned stops, buffer time, strict PM windows.
The Five Conflicts That Separated Systems Create Every Month
These five failure patterns show up again and again at plants where the production plan and the CMMS do not talk to each other. Each one has a price tag, and each one disappears once the two systems share a live dataset.
The Shutdown That Lands in a Peak Week
A kiln reline scheduled nine months in advance against a calendar date, not against the rolling 12-week demand forecast. By the time production planning sees the conflict, contractors are already mobilised and the shutdown cannot move.
The Deferred PM That Becomes an Unplanned Stop
Production pushes a mill PM by two weeks to chase a sales target. The CMMS has the history showing bearing vibration climbing, but the production planner never sees it. The mill fails at 3 a.m. the following Tuesday.
The Scope Gap Discovered After Cooldown
The shutdown starts on schedule. Once the kiln is cold, inspectors find refractory damage nobody knew about because condition data never flowed from the CMMS into the scope lock. Parts are on 8-week lead time. The shutdown extends by four days.
The Overlapping Contractor Access Clash
Refractory crews wait on scaffolding access while mechanical crews wait on isolation permits. Both teams are on the payroll. Neither can work. Paper schedules hide this conflict until the day it happens on the plant floor.
The Grinding Halt That Wasn't Communicated
A finish mill goes down for a three-hour planned inspection. Production planning was not told. Despatch trucks already on site wait to load cement that never grinds. Customer satisfaction scores take a hit the plant manager hears about two weeks later.
Oxmaint integrates bi-directionally with SAP, Oracle, and Microsoft Dynamics — so every kiln PM, mill halt, and condition-based alert flows into the production plan automatically. No more surprise shutdowns, no more missed demand peaks.
How Bi-Directional Sync Actually Works
Integration is not a black box. It is a defined set of data flows moving in both directions, with one system acting as the authoritative source for each data type. This is the reference architecture used at cement plants where the two systems actually stay in sync.
Every record carries a timestamp and an authoritative source. The ERP owns the material master and the purchase order. The CMMS owns the work order and the asset condition record. Neither system overwrites the other — they reconcile.
What Coordination Looks Like in Live Operations
This table shows the most common coordination events in a cement plant operations week and how a connected system handles each one differently from a disconnected one. The difference is never the effort — it is the timing of when the other team finds out.
| Scenario | Disconnected Plants | Connected Plants | Avoided Cost |
|---|---|---|---|
| Monsoon demand dip detected | Maintenance hears in next quarterly review | Annual reline pulled forward into the dip window | $1.5M–$2.7M recovered production |
| Kiln shell hot spot alert | Shift log entry, unread until Monday | Work order raised, production notified within 15 min | Full unplanned shutdown avoided |
| Mill liner wear approaching limit | Surprise stop at end of campaign | Stop scheduled against low-demand Tuesday | $180K–$620K scope overrun avoided |
| Contractor package running late | Found at evening debrief | Alert within 2 hours, recovery actions start same shift | 12–18 hours recovery time |
| Spare part on 8-week lead time | Ordered after shutdown starts | Back-calculated from shutdown date, ordered in time | 2.8×–4.2× procurement premium avoided |
| Customer order changes mid-month | PMs reshuffled by email, some missed | PM window moved automatically, no missed tasks | Contract penalty avoided |
One Calendar for Both Teams
When both systems feed the same calendar, the arguments stop. Production sees where maintenance has reserved time. Maintenance sees where production has locked delivery commitments. The conversation shifts from fighting over the clock to planning around it.
In a disconnected plant, those two lanes are built in different rooms and collide on week 5. In a connected plant, the reline was scheduled against the low-demand window from the moment the demand forecast was entered.
The Integration Layer for Cement Plant Planning
Oxmaint is built to be the execution layer between your production planning stack and your physical plant. The CMMS owns every work order, every asset condition record, and every contractor package — and syncs bi-directionally with the systems that own financial planning, procurement, and demand forecasting.
Bi-Directional SAP, Oracle, Dynamics Sync
Work orders, equipment masters, maintenance plans, and cost objects sync both ways. Purchase requisitions generated from CMMS low-stock alerts flow into SAP MM. Financial settlements post back to the CMMS work order. Typical setup runs two to four weeks.
Shutdown Project Packages
Major kiln and mill shutdowns are planned as project-level packages with nested task work orders. Scope locks six months ahead from condition data. Long-lead parts are back-calculated and flagged before the shutdown window opens.
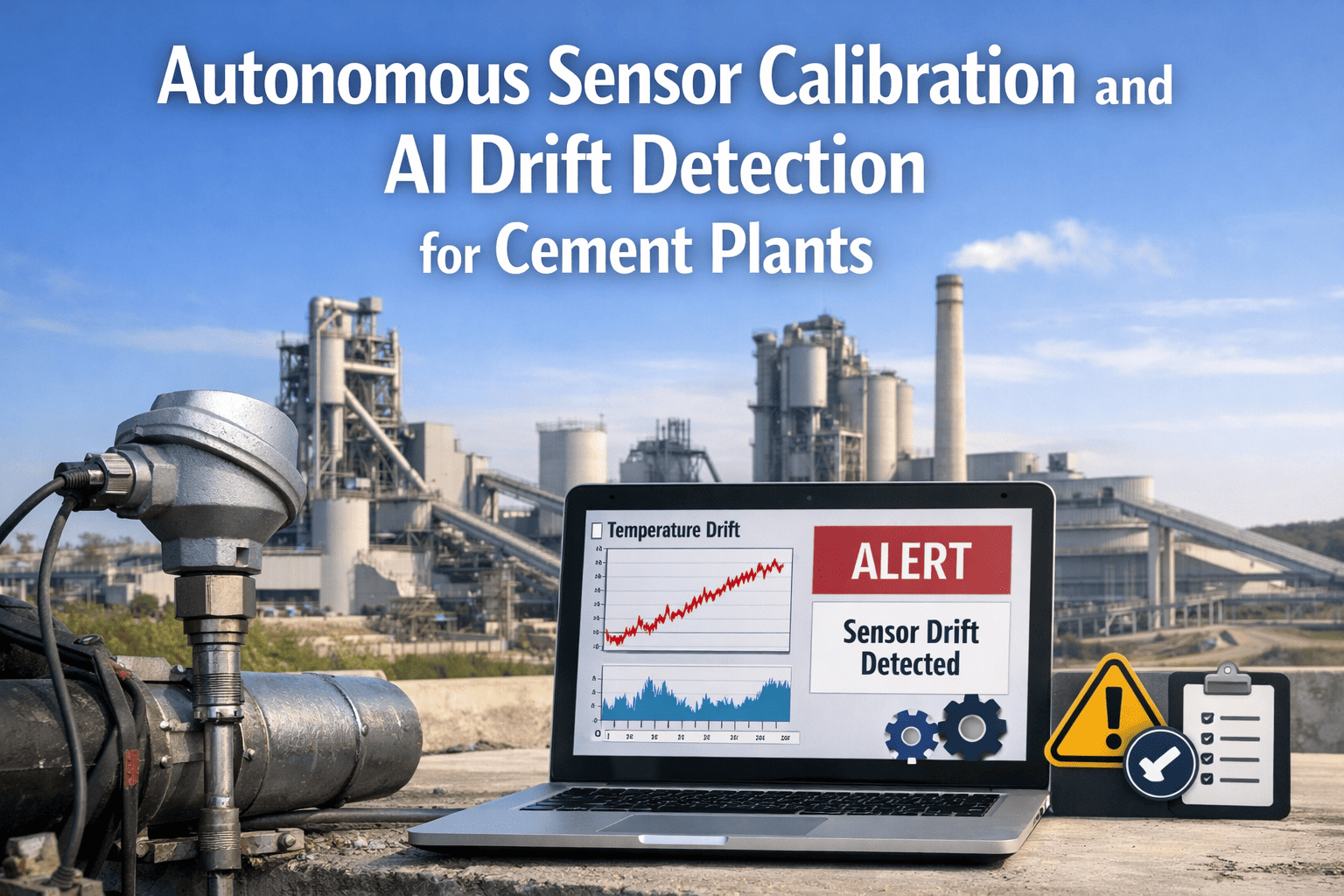
Condition-Based Trigger Alerts
OPC-UA, MQTT, and REST API bring kiln shell temperatures, drive power consumption, mill differential pressure, and bearing vibration into Oxmaint asset condition records. Thresholds automatically raise work orders and alert production planning.
Critical Path Visibility
Every shutdown has a live critical path. Milestone slips generate alerts within two hours — not at the evening debrief. Shutdown managers see recovery options while there is still time to recover.
Demand-Aligned PM Scheduling
PM windows are scheduled against forecast demand rather than calendar dates alone. Low-demand weeks get heavy maintenance. High-demand weeks get maximum kiln availability. The conflict between the two clocks disappears.
Audit-Ready Coordination Trail
Every scope change, every schedule move, every approval is captured with timestamps and digital signatures. Post-shutdown analysis runs on real data — not reconstructed memory — so the next shutdown starts smarter than the last.
What Plants Recover When the Two Systems Align
These numbers come from cement plants that replaced paper-based coordination with Oxmaint's bi-directional integration. They represent typical year-one outcomes across integrated plants in the Oxmaint network.
Four Phases From Disconnected to Synchronised
Cement plants do not need a multi-year IT project to connect their systems. The integration proceeds in four phases, with measurable value at the end of each one.
Map the Authoritative Sources — Week 1
Decide which system owns which data type. ERP owns the material master and cost centres. The CMMS owns the work order, asset condition, and failure history. Shared data types get reconciliation rules before any connector is configured.
Connect and Validate — Weeks 2–3
Standard OData, BAPI, RFC, and IDoc connections for SAP environments. OPC-UA for the DCS and historian. REST API for modern ERP and MES layers. Data flows validated on a single asset group before scaling.
Extend to All Plant Areas — Weeks 4–6
Raw mill, finish mill, packing, utilities. Shutdown project packages configured for the next outage cycle. Mobile work orders active for field technicians. Condition triggers online for kiln, mill, and crusher equipment.
Optimise and Scale — Week 7 Onward
Demand-aligned PM scheduling. Predictive analytics feeding both systems. AI-assisted shutdown scope definition. Post-outage data loops closing automatically, so every shutdown improves on the last one.
Questions Production and Maintenance Leaders Ask
Do we need to replace our existing ERP or production planning system?
How long does a bi-directional CMMS integration actually take?
Which system wins when production and maintenance disagree on a schedule?
Can Oxmaint pull data from our DCS or process historian?
How does this affect our existing shutdown planning process?
What is the realistic ROI timeline for a cement plant?
When production planning and maintenance operate from the same dataset, the 5-day shutdown stays a 5-day shutdown, the peak-demand week stays a peak-demand week, and the surprise work order becomes a planned work order. That is the difference Oxmaint makes.