A reheating furnace in a steel rolling mill burns $8M–$15M in natural gas annually. It operates 8,000+ hours per year at temperatures between 1,800°F and 2,400°F, pushing 200–400 tons of steel slabs per hour through multiple heating zones to achieve the precise, uniform temperature profile that downstream rolling requires. And in most steel mills, the furnace operator controlling this process is making decisions based on experience, intuition, and a handful of thermocouple readings—adjusting zone temperatures, walking beam speed, and air-fuel ratios manually based on what worked last shift. The result is a furnace that runs 8–15% less efficiently than thermodynamic models say it should, produces temperature variations of ±40–60°F across the slab cross-section (when rolling needs ±15°F), generates 2–5% more scale than necessary, and consumes millions of dollars in excess fuel because nobody is optimizing the thousands of interacting variables in real time. AI furnace optimization changes this equation fundamentally. Machine learning models process real-time data from hundreds of sensors—zone temperatures, exhaust gas composition, slab tracking, mill schedule, steel grade requirements, ambient conditions—and continuously adjust heating parameters to minimize energy consumption while hitting the exact metallurgical temperature targets that each product requires. The best AI systems reduce specific energy consumption by 5–12%, cut temperature non-uniformity by 50–70%, reduce scale loss by 15–30%, and increase furnace throughput by 3–8%—all simultaneously, all automatically, all shift after shift without operator variability. This isn't incremental improvement. It's the difference between a furnace that costs you money and a furnace that makes you competitive.
8–15%
Energy wasted vs. thermodynamic optimum in manually controlled furnaces
±50°F
Typical slab temperature variation—rolling needs ±15°F for consistent quality
$1.2M
Average annual excess fuel cost per furnace from suboptimal heating profiles
2–5%
Excess scale loss from over-heating—material literally burning off as oxide
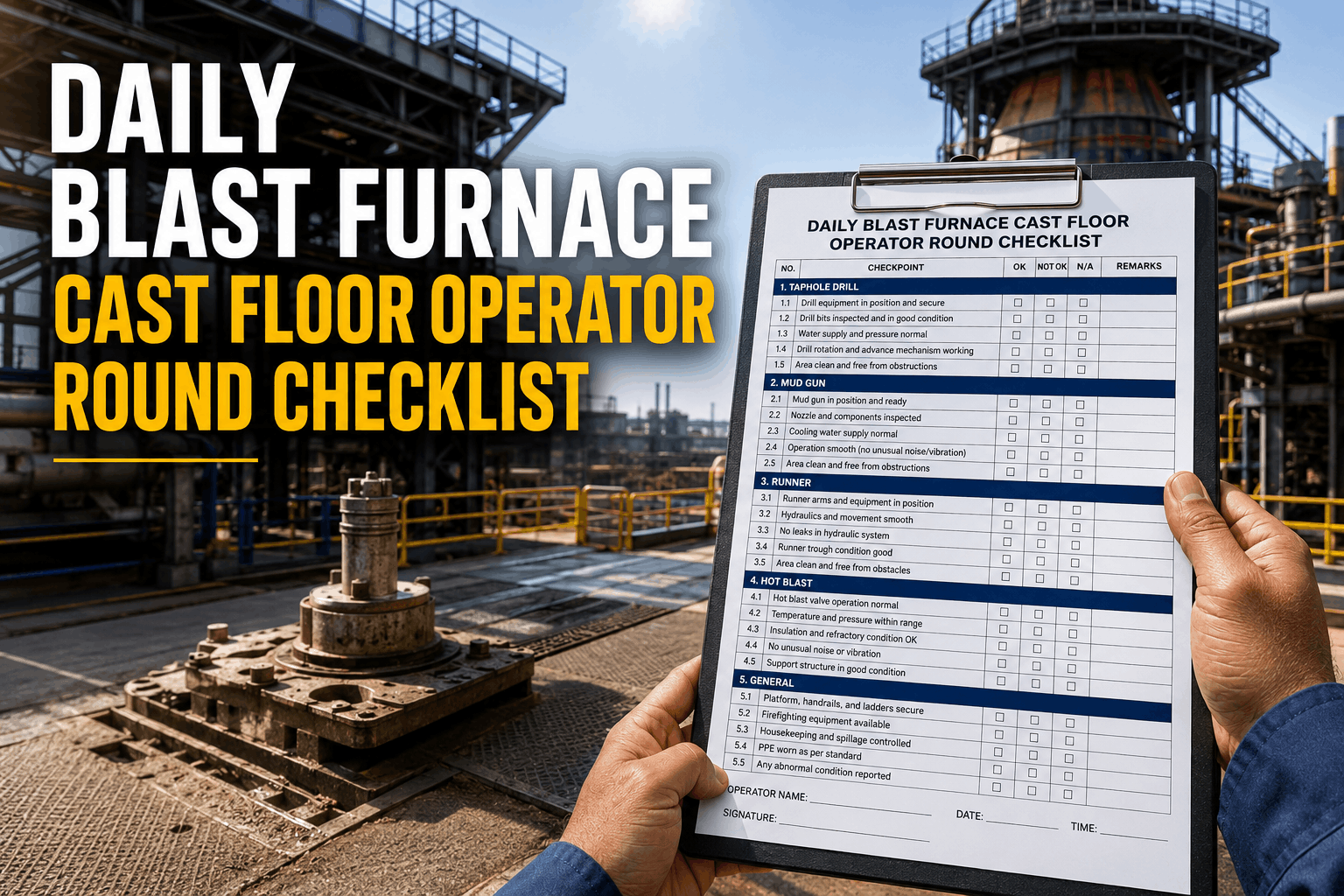
Why Manual Furnace Control Can't Keep Up
A modern reheating furnace has 5–7 independently controlled heating zones, each with burners, combustion air, and exhaust dampers. The optimal setpoints for each zone depend on the steel grade being processed, slab dimensions and spacing, target discharge temperature, rolling mill speed, furnace loading pattern, ambient temperature, combustion air humidity, natural gas composition, refractory condition, and the thermal history of each individual slab as it moves through the furnace. That's hundreds of interacting variables changing continuously—and a human operator adjusting a handful of setpoints every 15–30 minutes based on experience and a few temperature readings. Facilities that sign up to digitize their furnace maintenance and performance tracking are building the operational data foundation that AI optimization requires.
Operator Variability
Different operators run the same furnace differently. Shift-to-shift fuel consumption varies 6–12% on identical product mixes because each operator has their own setpoint preferences, comfort zones, and response patterns to process upsets.
Impact: $400K–$800K annual fuel cost variability from operator inconsistency alone
Conservative Over-Heating
Operators run furnaces hotter than necessary to ensure slabs hit minimum discharge temperature—because the cost of an under-heated slab (mill cobble, quality reject) is immediately visible, while the cost of over-heating (excess fuel, scale loss) is invisible at the operator level.
Impact: 3–8% excess fuel consumption and 15–30% additional scale formation
Delayed Response to Change
When the rolling mill slows, stops, or changes product mix, furnace adjustments lag by 10–30 minutes under manual control. During delays, slabs continue absorbing heat—wasting fuel, increasing scale, and potentially over-heating product beyond specification.
Impact: Mill delays account for 20–40% of total excess energy consumption
No Slab-Level Optimization
Manual control treats all slabs in a zone identically. But different grades, dimensions, and target temperatures require different heating profiles. A 10-inch API pipeline slab sitting next to an 8-inch structural slab needs a fundamentally different thermal trajectory—and manual control can't provide it.
Impact: Temperature non-uniformity drives 30–50% of downstream quality rejections
How AI Furnace Optimization Works
AI furnace control replaces static setpoints and operator intuition with a continuously optimizing system that knows the thermal state of every slab in the furnace at every moment—and adjusts hundreds of parameters in real time to minimize fuel consumption while hitting exact metallurgical targets.
Inputs
Slab Tracking
Grade, dimensions, charge temp, position, spacing, target discharge temp
Furnace Sensors
Zone temps, exhaust gas (O₂, CO, CO₂), combustion air flow, gas flow, pressure
Mill Schedule
Rolling sequence, mill speed, delay predictions, product changeovers
External Factors
Ambient temp, humidity, gas composition, refractory age, burner condition
▼ Real-Time Data Feed (1–5 second cycle) ▼
AI Engine
Thermal Model
Physics-based + ML hybrid model calculates real-time temperature distribution inside every slab
Optimization Solver
Multi-objective optimizer: minimize fuel, hit temp targets, reduce scale, maximize throughput
▼ Optimized Setpoints (every 30–60 seconds) ▼
Outputs
Zone Temperatures
Dynamic setpoints for each heating zone
Air-Fuel Ratios
Optimized combustion per zone
Walking Beam Speed
Pacing to match mill demand
Delay Management
Automatic curtailment during stops
Five Optimization Dimensions: What AI Controls Simultaneously
The power of AI furnace optimization isn't improving one metric—it's improving all of them at once. Manual control forces trade-offs: lower fuel consumption means risking under-heated slabs; tighter temperature targets mean running hotter with more scale. AI resolves these trade-offs by finding the optimal path through multi-dimensional parameter space that human operators cannot navigate.
AI eliminates the energy waste embedded in conservative setpoints, operator variability, and delayed responses to production changes. Dynamic zone temperature management ensures every BTU of fuel contributes to heating steel—not heating refractory, exhaust gas, or the atmosphere.
Typical result: $600K–$1.8M annual fuel savings per furnace
Slab-level thermal modeling tracks the temperature gradient through the cross-section of every slab in the furnace—adjusting zone temperatures and residence times to achieve uniform heating from surface to core. Eliminates the cold corners and hot spots that cause downstream rolling defects.
Typical result: 50–70% reduction in temperature non-uniformity at discharge
Scale forms exponentially with temperature and time at temperature. AI minimizes both by running the furnace at the lowest temperature that achieves metallurgical targets and reducing unnecessary soak time. Every 50°F reduction in peak zone temperature cuts scale formation by approximately 15%.
Typical result: $300K–$800K annual material savings from reduced scale yield loss
AI calculates the minimum heating time for each slab based on its specific thermal requirements—eliminating the safety margin padding that operators add to ensure all slabs are heated adequately. Faster heating of thinner slabs and lower-temperature grades frees furnace capacity for overall throughput improvement.
Typical result: 10–30 additional tons/hour during peak demand periods
Fuel savings translate directly to CO₂ reduction—every 1% reduction in specific fuel consumption eliminates approximately 1% of furnace CO₂ emissions. Optimized combustion also reduces NOₓ formation by maintaining tighter air-fuel ratio control and avoiding the temperature spikes that drive thermal NOₓ generation.
Typical result: 3,000–10,000 tons CO₂ reduction per furnace per year
Track Furnace Performance, Maintenance & Energy Together
AI optimization runs on data—and the furnace equipment that generates that data needs to run reliably. OxMaint connects furnace maintenance scheduling, burner condition tracking, and refractory management into a single platform that keeps your optimization system performing at its best.
Before & After: AI Optimization Performance Impact
The transformation from manual to AI-optimized furnace control shows up across every operational and financial metric. These results represent the range observed across multiple steel mill deployments after 6–12 months of AI system operation.
Implementation Approach: From Baseline to Full Optimization
AI furnace optimization deploys in phases, with each phase delivering measurable improvement while building toward full autonomous optimization. The approach minimizes production risk by running AI in advisory mode before transitioning to closed-loop control.
Weeks 1–6
Data Integration & Baseline
Connect to existing furnace instrumentation (Level 1/Level 2), establish sensor data feeds, build slab tracking integration, and characterize baseline performance across all grades and production scenarios. No changes to furnace operation.
Outcome: Quantified baseline metrics and identified optimization potential per furnace zone
Weeks 7–14
Model Training & Advisory Mode
Train thermal and optimization models on baseline data. Deploy AI recommendations in advisory mode—operators see optimized setpoints on screen but retain full manual control. Compare AI recommendations vs. actual operator actions to quantify potential savings.
Outcome: Validated AI model accuracy; quantified savings opportunity before any control transfer
Weeks 15–22
Supervised Closed-Loop Control
AI writes optimized setpoints directly to the furnace control system with operator supervision. Operators can override any AI decision at any time. Continuous monitoring validates that AI-driven operation delivers the predicted energy, quality, and throughput improvements.
Outcome: Measurable energy reduction and quality improvement under AI control
Weeks 23+
Full Autonomous Optimization
AI operates furnace continuously with minimal operator intervention. Models improve over time through reinforcement learning on actual outcomes. Expand optimization to additional furnaces, integrate with mill scheduling, and add grade-specific metallurgical optimization.
Outcome: Sustained 5–12% energy savings, consistent quality, maximum throughput
The phased approach ensures zero production risk during deployment. Most mills see measurable fuel savings within the first month of supervised closed-loop operation—typically 3–5% improvement before the model has fully converged, growing to 5–12% as the AI learns the furnace's specific thermal characteristics across all operating conditions. Facilities that sign up to track furnace maintenance alongside AI optimization performance ensure that degrading burners, fouled recuperators, and refractory wear don't erode the gains the AI system delivers.
ROI Analysis: AI Furnace Optimization Investment vs. Return
$1.2M
Natural Gas Savings
5–12% reduction in specific fuel consumption across all operating conditions and grades
$650K
Scale Loss Reduction
15–30% less oxide scale means more saleable steel per charged ton
$480K
Quality Improvement
Tighter temperature uniformity reduces rolling defects and downstream quality rejections
$380K
Throughput Gain
3–8% capacity increase enables additional production without capital expansion
$180K
Emissions & Carbon Credit Value
3,000–10,000 tons CO₂ avoided annually at current and projected carbon pricing
With payback periods as short as 4 months, AI furnace optimization delivers the fastest ROI of virtually any capital investment in steel mill operations. A mill with 3 reheating furnaces captures $6M–$9M annually from a $1.5M–$3.5M total investment. And unlike capital equipment, the AI system improves over time—delivering increasing value as models learn more about your specific furnace behavior. Facilities that book a free demo to see how furnace maintenance tracking integrates with optimization performance monitoring can model this ROI against their own fuel costs and production parameters.
Expert Perspective: Making AI Furnace Optimization Succeed
"
The number one failure mode for AI furnace optimization isn't the algorithm—it's the instrumentation. If your zone thermocouples are drifting, your O₂ analyzers are fouled, your slab tracking is inaccurate, or your combustion air measurement is unreliable, the AI will optimize confidently toward wrong answers. The mills that get the best results invest in sensor maintenance before and during AI deployment. The second critical factor is operator buy-in. If operators don't trust the system, they'll override it constantly—especially during the first few weeks when the AI runs setpoints lower than they're comfortable with. The advisory mode phase is essential: let operators watch the AI recommend lower temperatures for two months while slab quality stays perfect. By the time you switch to closed-loop, they've seen the proof with their own eyes. The AI isn't replacing operators—it's giving them a tool that handles the optimization math they were never equipped to do manually.
Fix your furnace instrumentation first—AI is only as good as its sensor inputs
Run advisory mode for 6–8 weeks to build operator confidence before closed-loop
Track burner and recuperator condition—degrading equipment erodes AI-driven savings
Measure results in GJ/ton by grade—aggregate numbers mask grade-specific optimization gaps
Keep Your Furnace Running at Peak AI-Optimized Performance
AI optimization delivers millions in savings—but only when burners fire cleanly, recuperators recover heat efficiently, and refractory maintains its thermal properties. OxMaint ensures every furnace component is maintained on schedule so your optimization system performs at its best.
Frequently Asked Questions
How does AI furnace optimization integrate with our existing Level 1 and Level 2 control systems?
AI furnace optimization sits above your existing Level 1 (PLC/DCS) and Level 2 (process automation) systems as a supervisory optimization layer. It reads real-time data from your existing instrumentation—thermocouples, O₂ analyzers, flow meters, slab tracking—through standard industrial communication protocols (OPC-UA, OPC-DA, Modbus). The AI system calculates optimized setpoints and writes them to the Level 2 system, which handles the real-time loop control for zone temperatures, air-fuel ratios, and combustion management. Your existing safety interlocks, emergency shutdown systems, and equipment protection logic remain completely independent and unchanged. The AI system cannot override safety limits. If the AI system goes offline for any reason, the furnace reverts to its existing Level 2 control logic automatically—there is zero production risk from AI system downtime.
What fuel savings can we realistically expect from AI optimization?
Realistic fuel savings range from 5–12% of baseline specific energy consumption, depending on several factors. Mills with the least optimized baseline performance—high operator variability, conservative setpoints, poor delay response—see the largest improvements (8–12%). Mills that have already invested in combustion optimization, recuperator upgrades, and operator training see more modest but still significant gains (5–8%). The savings also depend on product mix: mills running a diverse mix of grades, thicknesses, and target temperatures benefit more from AI's slab-level optimization than mills running a narrow product range. For a furnace consuming $10M–$15M in natural gas annually, 5–12% savings translates to $500K–$1.8M per year. Most mills see 3–5% improvement within the first month of closed-loop operation, growing to full potential over 3–6 months as the model learns the furnace's complete operating envelope.
Will AI optimization work during mill delays and production disruptions?
This is actually where AI optimization delivers its greatest advantage over manual control. During mill delays, manual operators typically respond slowly—continuing to heat slabs at full rate for 10–30 minutes before manually reducing zone temperatures. AI responds within 30–60 seconds, automatically implementing optimized curtailment strategies that reduce fuel consumption while maintaining minimum slab temperatures for quick restart. The AI system also anticipates delays by monitoring mill conditions (mill speed trends, cobble detection, stand gaps) and pre-adjusts furnace parameters before the delay formally begins. For planned delays (roll changes, maintenance windows), the AI pre-calculates optimal ramp-down and ramp-up trajectories. Mills report that delay management alone accounts for 30–40% of total fuel savings from AI optimization, because delays represent the largest source of wasted fuel in manual operation.
How does AI handle different steel grades with different heating requirements?
Grade-specific optimization is a core capability. The AI system maintains heating profiles for every steel grade in your product mix, specifying target discharge temperature, maximum heating rate (to avoid thermal stress cracking in sensitive grades), soak temperature range, and minimum temperature uniformity requirements. When the slab tracking system identifies a grade change, the AI recalculates zone setpoints to transition smoothly between heating profiles—often adjusting parameters proactively as the new grade enters the furnace rather than reacting after it's partway through. For mixed-grade charging, the AI manages the thermal compromise between adjacent slabs with different requirements, finding the zone setpoints that satisfy both grade specifications simultaneously. This grade-level precision is something manual operation cannot achieve at all for mixed-grade scenarios.
What does an AI furnace optimization system cost?
Total investment per furnace typically ranges from $500K–$1.2M, covering the AI software platform and optimization engine ($200K–$400K), sensor upgrades and instrumentation validation ($100K–$250K), system integration with existing Level 1/Level 2 controls ($100K–$250K), and commissioning, model training, and advisory mode operation ($100K–$300K). Annual recurring costs for software licensing, model maintenance, and support run $100K–$200K per furnace. With annual returns of $1.5M–$3M per furnace from fuel savings, scale reduction, quality improvement, and throughput gains, payback periods range from 4–8 months. For multi-furnace mills, subsequent furnace deployments cost 30–40% less because the platform infrastructure, integration patterns, and baseline models are already established.