A coke oven battery operating at 1,100°C continuously for 25 to 40 years is one of the most maintenance-intensive assets in heavy industry — and a single missed PM on a hydraulic seal can cascade into a $13 million shutdown. OxMaint's refractory tracking and PM platform gives coke plant maintenance teams the structured visibility to prevent exactly that.
Coke Plant Maintenance · Refractory Tracking · Energy & Sustainability
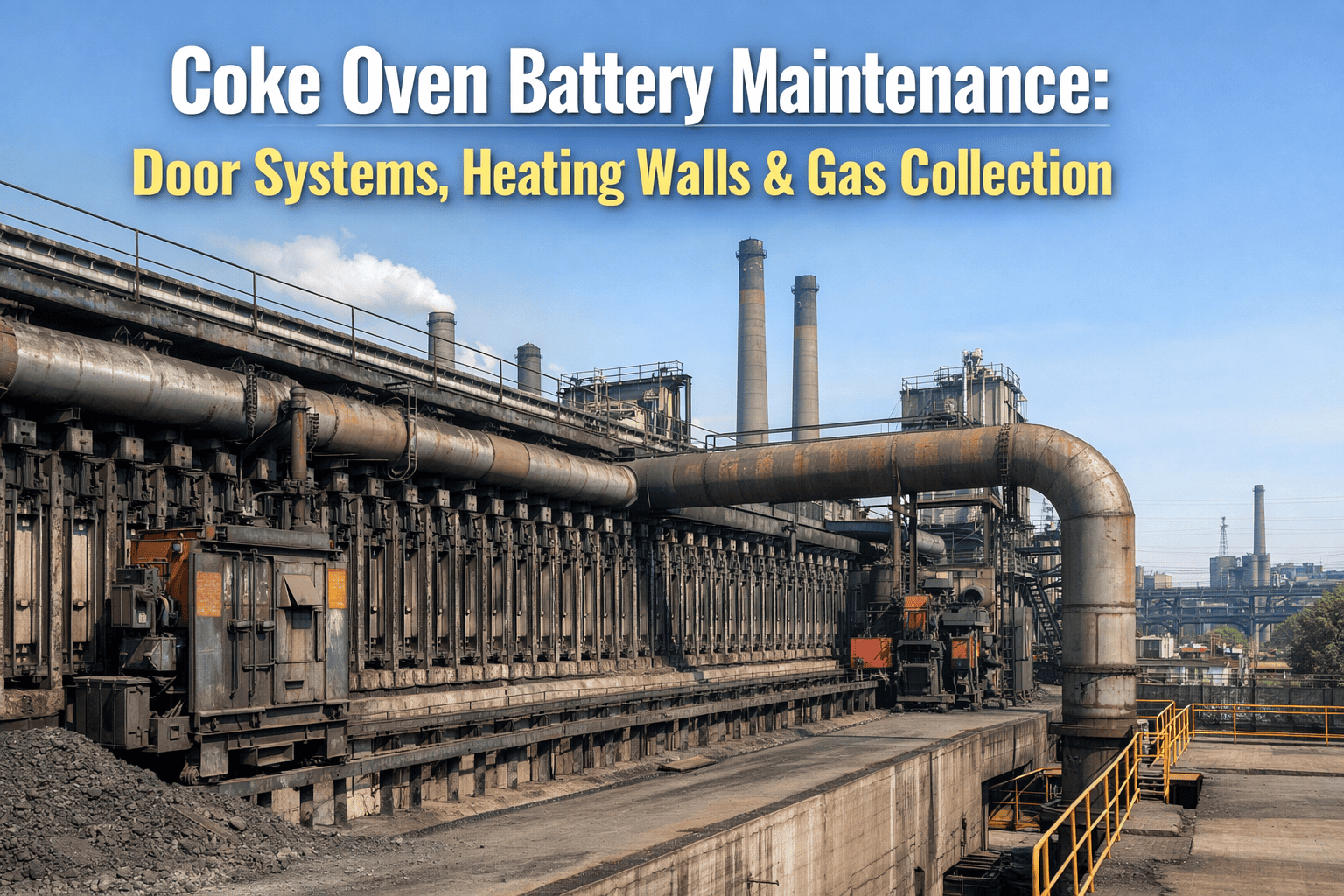
Coke Oven Battery Maintenance: Door Systems, Heating Walls & Gas Collection
A practical maintenance guide covering oven door sealing, heating wall refractory integrity, ascension pipes, gas collection mains, and by-product plant equipment — with inspection intervals and failure triggers.
25–40 yrs
Typical battery campaign life
$500K+
Cost to repair one damaged oven wall
6%
EPA maximum leaking door threshold
4,800
Push cycles per pusher machine per year
Why It Matters
The True Cost of Deferred Coke Battery Maintenance
In January 2025, a coke oven battery at a major European steelmaker suffered a catastrophic door jam during a pushing sequence. A ram machine operating on an unchanged maintenance schedule since 2011 seized mid-stroke, wedging a 1,100°C coke cake halfway out of the oven chamber. The uncontrolled emission triggered a 14-day plant-wide shutdown. Total cost: $13.1 million — because a hydraulic seal wasn't replaced on schedule.
The coke oven battery market was valued at $16.08 billion in 2024, with increasing regulatory pressure from updated EPA NESHAP standards now requiring zero percent leaking door rates at heat and nonrecovery facilities and fenceline benzene monitoring. The maintenance program is no longer just an operational concern — it is a compliance and financial exposure.
01
Reactive Repair
Emergency repairs on oven walls and door systems run 3 to 5 times the cost of planned intervention. Unplanned pushing sequence failures cascade into thermal imbalances that damage adjacent walls.
02
Regulatory Exposure
EPA Method 303 limits visible emissions to 6% of coke oven doors per battery. Exceeding thresholds triggers fines that compounded a single 2025 incident's cost by $800,000 before production loss was counted.
03
Shortened Battery Life
Heating imbalances caused by blocked flues or deteriorated refractory shorten battery campaign life from 40 years to under 20. Replacing a battery runs into tens of millions of dollars and years of construction.
System Guide
The Four Critical Maintenance Domains in a Coke Oven Battery
01
Oven Door Systems
Oven doors are the highest-frequency maintenance touchpoint in a coke plant. Each door consists of a frame, latch gates, sealing diaphragm, and jamb — all subject to thermal cycling, mechanical stress from latch engagement, and luting compound degradation every push cycle.
Every Push
Optical scan for visible emissions after door reseat. Doors exceeding EPA Method 303 thresholds auto-trigger corrective work orders.
Every Shift
Visual inspection of luting condition, latch engagement integrity, and door frame seating on both pusher and coke sides.
Weekly
Door-specific emission score trending. Doors with rising score trajectories scheduled for luting repair or seal replacement before threshold breach.
Planned Outage
Full dimensional check of jamb frames, diaphragm thickness measurement, and door body machining evaluation for ovality and warp.
Common Failure Modes: Luting compound cracking, diaphragm warping, latch hook wear, frame distortion from thermal cycling
02
Heating Walls and Refractory
Heating walls are constructed from millions of individual silica bricks operating continuously at 1,200 to 1,300°C. Refractory degradation is the primary driver of battery life limitation. Hairline cracks, spalling, and crosswall contamination between ovens all require tracking at the individual brick and flue channel level — not at the wall or battery level.
Daily
Sole flue temperature profile check via top inspection eyes. Flue temperature deviation beyond 30°C from setpoint flags heating imbalance for investigation.
Weekly
Visual inspection of visible wall surface from oven interior during push. Spalling, cracks wider than 5mm, and mortar joint erosion recorded by oven number and wall position.
Quarterly
Infrared thermography survey of heating wall exterior. Hot spot mapping identifies zones of thin refractory or gas bypass requiring tuck-pointing or brick replacement.
Planned Outage
Robotic flue channel inspection for blockage, refractory collapse, and gas distribution imbalance. Flue-by-flue flow analysis with cleaning work orders prioritized by heating deviation severity.
Common Failure Modes: Brick spalling, mortar joint erosion, crosswall gas leakage, sole flue blockage, thermal bow in heating wall
03
Gas Collection Main and Ascension Pipes
The gas collection system captures volatile gases released during coking and routes them to by-product recovery. The hydraulic main, ascension pipes (goosenecks and standpipes), and flushing liquor injection points are subject to tar buildup, corrosion, and pressure imbalances that affect both gas recovery efficiency and battery-top emissions compliance.
Every 2 Hours
Hydraulic main pressure recording. Sustained deviation from battery design pressure (-5 to -10 mm water column) indicates blocked ascension pipes or liquor injection failure.
Every Shift
Standpipe water seal level checks. Low seal levels allow gas bypass; overfill risks hydraulic main flooding. Both are recorded with technician attribution per shift.
Weekly
Gooseneck riser pipe visual check for tar buildup at bends. Early tar accumulation identified by pressure differential increase across the standpipe-to-main junction.
Planned Outage
Gooseneck wall thickness measurement using ultrasonic testing. Corrosion rate trended across outages to predict replacement timing before structural failure.
Common Failure Modes: Tar blockage at gooseneck bends, water seal level drift, hydraulic main pressure loss, standpipe corrosion, flushing liquor nozzle clogging
04
By-Product Plant Equipment
The by-product plant recovers tar, benzene, ammonia, and light oils from raw coke oven gas (COG). This includes primary coolers, electrostatic precipitators (ESPs), saturators, benzol scrubbers, and final coolers — each a rotating or heat-exchange asset operating in corrosive, fouling service conditions.
Daily
ESP operating voltage and current monitoring. Corona current drop below design threshold indicates electrode fouling or insulator contamination requiring cleaning before efficiency loss compounds.
Weekly
Primary cooler pressure drop measurement across tube bundles. Rising differential pressure indicates tar fouling that reduces heat transfer and increases gas line back-pressure.
Monthly
Saturator liquor density and pH check. Off-spec liquor accelerates ammonium sulfate crystal buildup in nozzles and spray headers, leading to uneven gas treatment and quality non-conformance.
Planned Outage
Full tube bundle inspection on primary and final coolers. Wall thickness measurement, corrosion mapping, and leak testing to schedule tube plugging or bundle replacement before in-service failure.
Common Failure Modes: ESP electrode fouling, tube bundle plugging, saturator nozzle blockage, scrubber packing collapse, centrifugal pump seal failure in tar service
Track refractory condition, inspection records, and PM schedules across your entire battery with OxMaint.
Inspection Reference
Master Inspection Frequency Table
| System |
Inspection Task |
Frequency |
Trigger for Corrective Action |
| Oven Doors |
Visible emission scan post-reseat |
Every push cycle |
Emission above EPA Method 303 threshold |
| Oven Doors |
Luting condition and latch check |
Every shift |
Visible luting gaps, latch hook wear |
| Heating Walls |
Sole flue temperature profile |
Daily |
Deviation greater than 30°C from setpoint |
| Heating Walls |
Infrared wall thermography |
Quarterly |
Hot spot greater than 50°C above average |
| Gas Collection |
Hydraulic main pressure recording |
Every 2 hours |
Pressure outside -5 to -10 mm water column |
| Gas Collection |
Standpipe water seal level |
Every shift |
Level below minimum or above overflow mark |
| Gas Collection |
Gooseneck wall thickness (UT) |
Planned outage |
Wall below 60% of original design thickness |
| By-Product Plant |
ESP voltage and current |
Daily |
Corona current drop greater than 15% from baseline |
| By-Product Plant |
Cooler tube bundle pressure drop |
Weekly |
Differential pressure rise above 20% of design |
How OxMaint Helps
From Paper Rounds to Digital Refractory Tracking
The transition from paper-based to digital maintenance management in coke plant operations is not about replacing experienced maintenance technicians. It is about giving them tools that make their knowledge systematic and their actions traceable — surviving shift rotations and personnel changes without institutional knowledge loss.
1
Oven-Level Refractory Tracking
Log refractory condition, crack width, spalling location, and brick replacement history at the individual oven and wall position level — not at the battery level. Trend degradation rate per oven to predict refractory intervention timing.
2
Door Emission Score Trending
Record door-specific emission scores per push cycle. OxMaint automatically flags doors trending toward EPA threshold breach before the violation occurs, triggering corrective work orders with lead time to act.
3
Condition-Based PM Scheduling
Replace fixed-interval inspection schedules with PM triggers based on actual hydraulic main pressure readings, cooler pressure drop trends, and wall temperature profiles. Intervention happens when the equipment needs it — not when the calendar says so.
4
Timestamped Compliance Records
Every inspection — hydraulic main pressure, standpipe seal level, door emission check — is recorded with timestamp and technician attribution. Audit-ready compliance documentation generated automatically from operational data.
FAQs
Frequently Asked Questions
What is the most common cause of premature coke oven battery failure?
Heating wall refractory degradation is the single largest driver of shortened battery life. Uneven heating caused by blocked sole flues or cracked refractory creates thermal gradients that accelerate brick spalling. Without flue-level temperature tracking and regular infrared surveys, damage is only discovered when it is too extensive for minor repair — making refractory tracking the highest-priority maintenance discipline in any battery.
How often should coke oven doors be inspected for visible emissions?
Visible emission checks should occur after every push cycle reseat, using optical scanning or trained observer assessment. EPA Method 303 sets a maximum of 6% leaking doors per battery for by-product recovery batteries. Doors that exceed the threshold require corrective maintenance before the next push. Shift-level luting and latch checks supplement the per-push emission check as an early degradation indicator.
What is the correct operating pressure range for a coke oven hydraulic gas collection main?
Most by-product recovery coke oven batteries operate the hydraulic main at a slightly negative pressure, typically between -5 and -10 mm water column, to prevent raw coke oven gas from escaping at the oven top. Pressure readings should be recorded at minimum every two hours. Sustained deviation outside this range indicates blocked ascension pipes, standpipe seal failures, or flushing liquor system problems requiring immediate investigation.
How does a digital CMMS improve coke battery maintenance versus paper-based rounds?
Paper rounds capture the reading but lose the context — who recorded it, at what time, and what happened next. A digital CMMS with oven-level asset structure stores every inspection result with technician attribution and timestamp, enables trend analysis across hundreds of individual ovens and components, and automatically triggers corrective work orders when readings breach defined thresholds. In a battery operating 24 hours a day through multiple shift rotations, that traceability is the difference between proactive intervention and a $13 million emergency shutdown.
What maintenance data does OxMaint capture for coke plant compliance reporting?
OxMaint records door emission scores per push cycle, hydraulic main pressure readings with timestamps, standpipe seal level checks, and all corrective work orders triggered by threshold breaches. All records are attributed to named technicians and stored in a searchable audit trail. This data directly supports EPA NESHAP compliance documentation requirements introduced in the 2024 and 2025 rule updates for coke oven batteries.
Protect Your Battery Investment With Structured Maintenance
OxMaint's refractory tracking and condition-based PM platform is built for the inspection complexity of coke oven batteries — oven by oven, flue by flue, shift by shift.