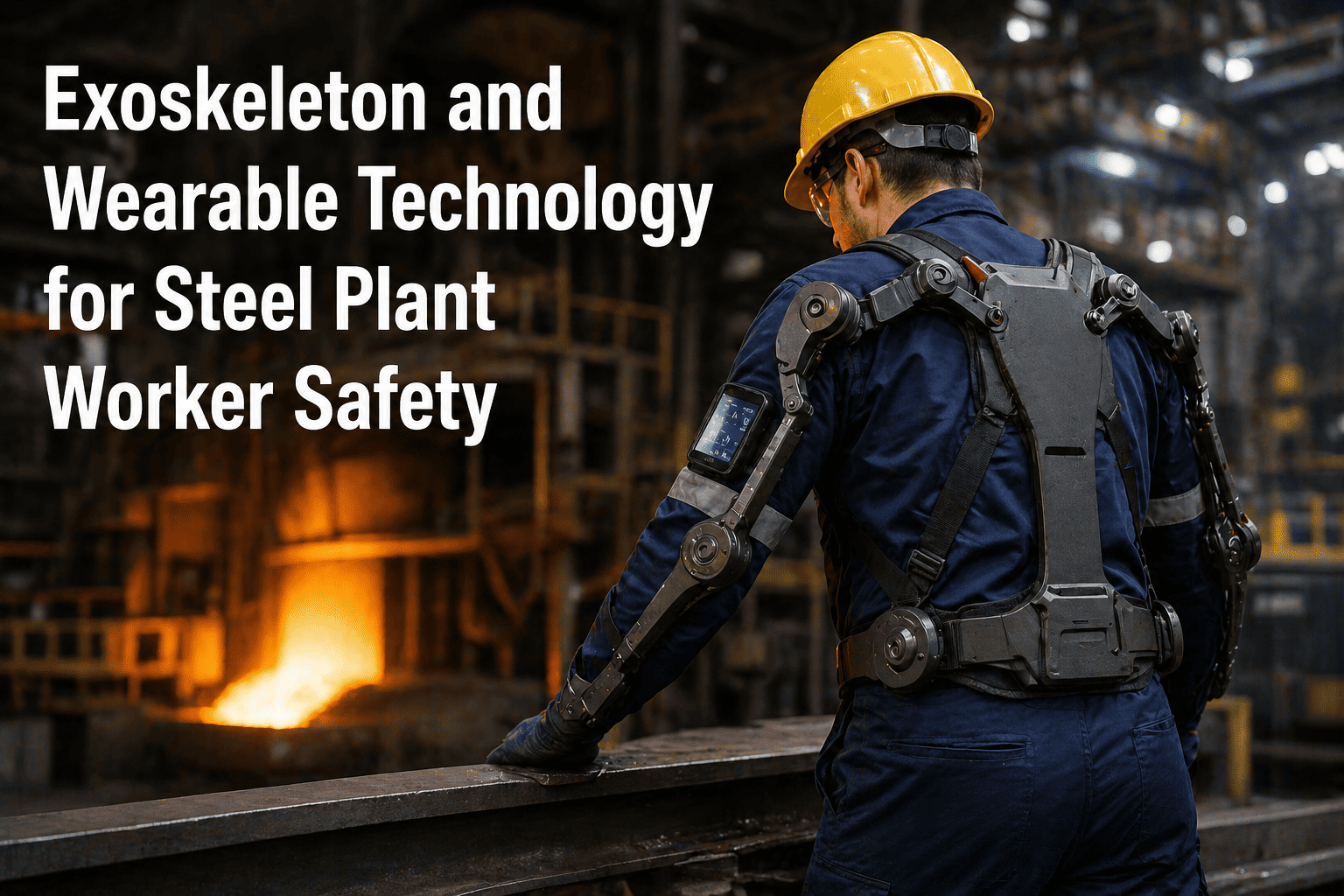
Exoskeleton and Wearable Technology for Steel Plant Worker Safety
By james smith on April 28, 2026
A steel plant maintenance technician performing a ladle slide gate replacement works in an environment that simultaneously exposes them to radiant heat exceeding 60°C at 1.5 metres from the ladle, potential CO accumulation in the melt shop bay below rated oxygen levels, vibration from nearby casting equipment that masks auditory warning signals, and a physical task requiring sustained overhead arm elevation for 45 to 90 minutes while wearing full fire-resistant PPE. Traditional PPE addresses the burn and arc flash hazard. It does nothing about the musculoskeletal loading that, accumulated over thousands of similar tasks across a career, produces the chronic shoulder and lumbar injuries that account for the highest share of lost-time incidents in integrated steel operations. The industrial exoskeleton market is expanding from $1.7 billion in 2025 to a projected $7.1 billion by 2035 — driven precisely by heavy industries where the gap between what human anatomy can sustain and what operations require is measured in chronic injury rates, compensation costs, and experienced worker attrition. Connected smart PPE is growing alongside it at a 14.6% CAGR, adding real-time physiological monitoring that tells supervisors a technician is approaching heat stress 15 to 30 minutes before visible symptoms appear. Book a 30-minute demo to see how Oxmaint's Workforce Safety Monitoring platform connects wearable device data to work order management, shift planning, and incident prevention workflows — or start a free trial today.
Exoskeleton and Wearable Technology for Steel Plant Worker Safety
A practical guide to industrial exoskeletons, smart PPE, and physiological monitoring systems — covering deployment by steel plant operations area, technology selection criteria, CMMS integration, and the safety and productivity ROI that justifies the investment.
Industrial exoskeleton market by 2035 — $1.7B in 2025
30–40%
Effective load reduction from passive back-support exoskeletons
15–30 min
Early warning window before heat stress symptoms appear with physiological monitoring
$79K
Average cost of a single heat-related injury — ROI benchmark for smart PPE
The Steel Plant Hazard Profile — Where Wearable Technology Addresses Gaps Traditional PPE Cannot
Traditional PPE is a physical barrier between the worker and the hazard. Wearable technology is a physiological and biomechanical monitoring layer that traditional PPE has no capability to provide. These are different functions — and in a steel plant, both are necessary simultaneously in multiple operations areas.
Thermal Stress
Melt shop, ladle bay, hot rolling entry
PPE gap: Fire-resistant clothing protects against contact burn — it does not monitor core body temperature rise. At 60°C+ ambient radiant heat, heat exhaustion can develop rapidly with no external physical warning before collapse.
Physiological wearables: heart rate, skin temperature, core temp estimation, hydration index → 15–30 min pre-symptom alert
PPE gap: Standard respirators protect against identified exposure at the point of entry. Connected gas detection wearables monitor CO, CO₂, O₂ deficiency, and H₂S continuously — alerting the worker and supervisor to evolving atmosphere conditions during the task, not just at initial entry.
Connected gas monitors: multi-gas (CO, CO₂, O₂, H₂S) with supervisory dashboard, man-down alarm, and automatic work order trigger on exceedance
Musculoskeletal Load
Maintenance (overhead work, refractory, slide gate), material handling, crane rigging
PPE gap: No traditional PPE addresses musculoskeletal loading. Shoulder and lumbar injuries from sustained overhead work, repetitive lifting, and awkward postures are the leading cause of lost-time incidents in steel plant maintenance operations.
Passive upper-body and back-support exoskeletons: 30–40% load reduction; posture monitoring wearables for real-time awkward posture alerts
PPE gap: Traditional PPE provides no location awareness. In a 400-acre integrated plant, a lone worker who becomes incapacitated in a remote area after a fall, gas exposure, or cardiac event may not be found until the next shift check-in.
Technology Types — Selecting the Right System for Each Steel Plant Application
The three categories of wearable technology address different hazard layers and have distinct deployment considerations for the steel plant environment. Understanding the category before selecting a product prevents deploying a solution optimised for automotive assembly into a melt shop maintenance context where its assumptions about ambient temperature, vibration, and chemical exposure are wrong.
Passive Exoskeletons — No power, spring-energy redistribution
The most widely deployed category in heavy industry. No batteries, no charging, no electronics — springs and lightweight carbon-fibre frames redistribute forces from vulnerable joints to stronger muscle groups and the skeleton. Back-support variants reduce effective lumbar load by 30–40% during lifting and bending. Upper-body variants reduce shoulder fatigue during sustained overhead work by offloading arm weight to the torso.
Weight1.5–5.5 kg depending on coverage area — full-body passive suits 8–12 kg
Steel fitCompatible with FR clothing, hard hat, and harness — must be verified per model
MaintenanceInspection every 6 months; spring and joint replacement per manufacturer cycle
LimitationCannot assist tasks outside the designed movement plane — incorrect use can increase injury risk if task does not match exoskeleton design pattern
Wearable patches, wristbands, or smart vest inserts that continuously monitor heart rate, skin temperature, core temperature estimation, and activity level — generating real-time heat stress risk scores and fatigue indices. In steel plant environments operating near blast furnaces or in hot rolling mill areas, the predictive window of 15–30 minutes before visible symptom onset is the critical value proposition: it allows task rotation or rest to be scheduled before a medical event occurs, not after.
Steel fitMust operate in ambient temperatures up to 60°C with high humidity and vibration — product specification must confirm operating range
CMMS triggerAlert threshold crossed → supervisory notification → work rotation or rest assignment logged in CMMS
LimitationCore temperature estimation algorithms are calibrated for standard body types — accuracy must be validated per deployment population
Connected Gas Detection & Location Wearables — Environmental and positional monitoring
Multi-gas wearable detectors (CO, CO₂, O₂ deficiency, H₂S, VOCs) with real-time dashboard transmission, supervisory override, and man-down alarm generation. Combined with RTLS (Real-Time Location Systems) for indoor positioning, these create a complete situational awareness picture for confined space and lone-working scenarios. In blast furnace and coke oven areas where CO can accumulate to lethal levels without odour warning, wireless gas monitoring is a life-safety requirement, not an enhancement.
Gas coverageCO, CO₂, O₂, H₂S, VOC — model-dependent; confirm sensor range against blast furnace and BF stove gas types at your plant
LocationRTLS indoor (<3 m accuracy with infrastructure); GPS outdoor; man-down via no-motion detection
CMMS triggerGas exceedance → automatic work order with location tag; man-down alert → emergency response work order with last-known position
LimitationSensor calibration schedule is a maintenance obligation — gas sensors drift and require certified calibration gas verification on a defined interval
Oxmaint connects wearable device alerts — gas exceedance, heat stress threshold, man-down — directly to automated work orders and supervisory notifications, closing the loop between detection and documented corrective response.
Deployment Matrix — Recommended Technology by Operations Area
Operations Area
Passive Exoskeleton
Physiological Monitor
Gas Detection
Location / Man-Down
Melt shop maintenance
Upper-body (slide gate, overhead)
Critical — extreme radiant heat
CO / CO₂ monitoring
Recommended — confined ladle pits
Blast furnace cast house
Back-support (trough packing)
Critical — furnace ambient heat
Mandatory — CO lethal risk
Mandatory — lone casting crew
Hot rolling maintenance
Back-support (roll changing, heavy tooling)
Recommended
CO monitoring
Recommended — nightshift lone work
Coke oven / by-product
Back-support (door machinery)
Recommended
Mandatory — H₂S / CO / benzene
Mandatory — lone and confined work
Ladle yard / refractory
Upper-body (brick laying, overhead)
Critical — kiln and ladle heat
CO monitoring
Recommended
Cold rolling / coating
Back-support (coil handling)
Recommended
Acid vapour detection (pickling)
Optional — high-traffic area
Expert Review — Why Steel Maintenance Teams Have the Highest Wearable ROI in Any Industrial Setting
"The argument for wearable technology in steel plant maintenance is not about innovation — it is about arithmetic. A maintenance technician performing refractory work in a ladle repair bay is exposed to radiant heat that will drive their core temperature to dangerous levels faster than they will self-report discomfort. They are also performing a task that places sustained mechanical load on shoulder joints and lumbar vertebrae that compounds across a 20-year career into the chronic injury that ends that career early. Traditional PPE and hazard engineering address the acute hazards — the burn, the CO exposure, the fall. They do not address the cumulative physiological loading that produces the injury rate that actually drives maintenance workforce attrition in steel. When a plant can demonstrate 15 to 30 minutes of advance notice before heat stress becomes a medical event, and can show that exoskeleton deployment reduced the shoulder injury rate in the ladle maintenance team by 40%, those are concrete injury prevention numbers with concrete cost implications — workers' compensation, retraining, lost productivity during recovery, and the institutional knowledge that leaves with the injured worker. The ROI calculation is not hard once those numbers exist. The hard part is building the data collection infrastructure to produce them — which is exactly what a CMMS integration with wearable devices does."
Dr. Sandra Osei-Mensah, PhD, CCPE, CFIOSH
Certified Canadian Professional Ergonomist · Chartered Fellow, Institution of Occupational Safety and Health · 18 years industrial ergonomics and wearable technology deployment in heavy manufacturing · Research contributor: Wearable Sensors in Industrial Ergonomics, Industry 4.0 Special Issue, Sensors Journal 2025
Frequently Asked Questions
Are industrial exoskeletons compatible with steel plant fire-resistant PPE requirements?
Compatibility depends on the specific exoskeleton model and the FR PPE specification at the deployment site. Passive upper-body and back-support exoskeletons are generally designed to be worn over work clothing and under or alongside harnesses — but each must be tested against the plant's PPE matrix for the specific task. Key checks: the exoskeleton frame must not create a snagged-on-equipment risk near moving machinery, must not restrict access to emergency PPE (air supply, fall arrest), and must not contact skin directly in environments where contact temperature is a concern. Most manufacturers publish FR compatibility notes; always validate on-site before fleet deployment. Book a demo to see how Oxmaint tracks exoskeleton inspection and maintenance schedules per device.
What are the maintenance obligations for wearable gas detectors in a steel plant?
Gas detector sensors drift over time and must be calibrated against certified reference gas at intervals specified by the manufacturer — typically every 30 to 90 days for electrochemical CO sensors, with some catalytic bead sensors requiring bump testing before each shift in high-risk areas. Calibration records are a legal requirement under confined space and gas safety regulations in most jurisdictions. Oxmaint tracks calibration due dates per device, auto-generates calibration work orders, and flags any device approaching its calibration interval so it cannot be assigned to a high-risk task without a current calibration certificate attached to its maintenance record.
How does physiological monitoring data connect to the CMMS?
Oxmaint's Workforce Safety Monitoring integration receives alert data from physiological wearable platforms via API — when a worker's heat stress risk score crosses a defined threshold, the system generates a supervisory notification and a logged work order record with the worker ID, time, location, and alert type. This creates an auditable safety response trail: alert received, supervisor notified, worker rotated to cooler area, recovery time logged. The CMMS does not store raw biometric data — it stores the safety event and the response, protecting worker privacy while maintaining the compliance evidence that demonstrates the safety programme responded to the alert. Start a free trial to configure your first wearable integration.
What is the ROI calculation for industrial exoskeletons in steel plant maintenance?
The primary ROI drivers are: workers' compensation claim reduction (average cost of a musculoskeletal injury claim ranges $30,000–$80,000 depending on severity and jurisdiction); reduced productivity loss during recovery (a 12-week shoulder injury recovery removes a skilled maintenance technician from the workforce); reduced overtime from injury-related understaffing; and extended career longevity for high-value experienced maintenance staff. Secondary ROI includes reduced recruitment and training costs from lower injury-driven attrition. With passive back-support exoskeletons at $1,500–$4,000 per unit, the payback period is typically 6–18 months where baseline musculoskeletal injury data is tracked and the deployment is targeted at the highest-incidence task types.
Should exoskeleton deployment be mandatory or voluntary for maintenance workers?
Industry practice strongly favours voluntary adoption with incentivised uptake rather than mandatory deployment — particularly for passive exoskeletons where fit, task compatibility, and individual comfort significantly affect whether the device reduces or inadvertently increases strain. The most effective deployment programmes involve maintenance workers in the task selection and device evaluation phase, start with the highest-incident task types (overhead refractory work, sustained slide gate maintenance), and build adoption through demonstrated comfort and effectiveness evidence from early adopters. Mandatory deployment before acceptance testing in a specific steel plant work environment is the most common reason exoskeleton programmes fail before reaching measurable ROI.
Wearable Technology Detects the Hazard. CMMS Integration Proves You Responded to It.
Oxmaint Workforce Safety Monitoring connects gas detector alerts, heat stress thresholds, man-down events, and physiological monitoring data to automated work orders, supervisory notifications, and logged corrective responses — building the documented safety programme that protects workers, satisfies regulators, and demonstrates duty of care in every incident investigation.