An absorption chiller running on low-grade steam or waste heat is one of the most economically powerful assets in an industrial or district cooling plant — until the lithium bromide solution crystallizes, the vacuum integrity fails, or the solution heat exchanger fouls without anyone noticing. Unlike electric chillers, absorption machines give few obvious warning signs before performance collapses. OxMaint tracks LiBr concentration, vacuum levels, steam consumption, and COP trending in structured PM workflows — so absorption chiller reliability is maintained through measurement, not luck.
PREVENTIVE MAINTENANCE — ABSORPTION COOLING
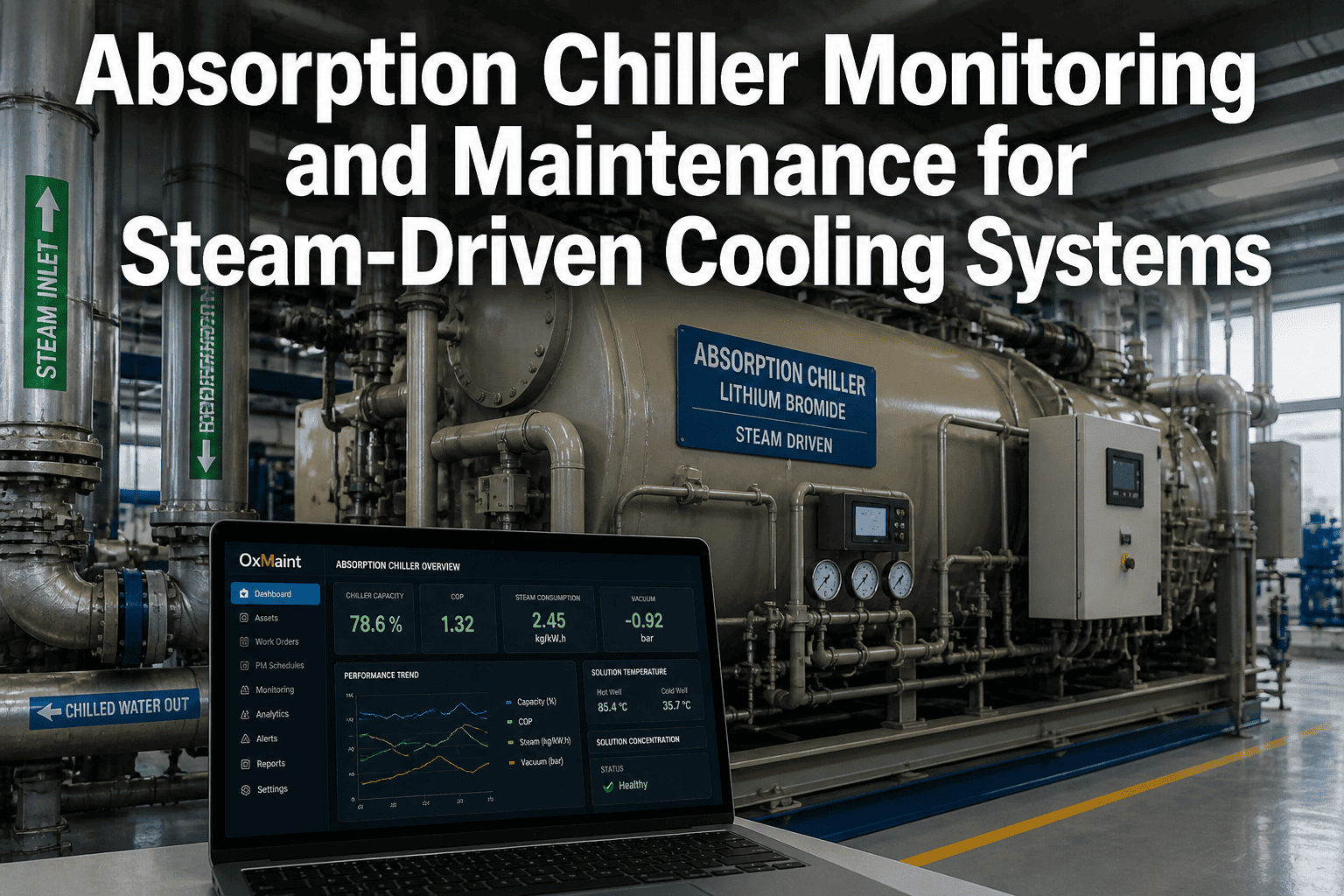
Absorption Chiller Monitoring & Maintenance for Steam-Driven Cooling Systems
A complete operations and maintenance guide for lithium bromide absorption chillers — covering solution chemistry, vacuum system integrity, steam consumption analytics, heat exchanger performance, and structured PM cycles that prevent crystallization, corrosion, and efficiency loss.
0.7
COP (Design)
Typical design COP for a single-effect LiBr absorption chiller at rated conditions
1.4
Double-Effect COP
COP achievable with high-pressure steam in double-effect absorption machines
15%
COP Loss from Fouling
Typical COP degradation when absorber and condenser tubes are not cleaned per PM schedule
$90K
Crystallization Recovery
Estimated cost per crystallization event including dilution cycle, flushing, recharge, and downtime
How a Lithium Bromide Absorption Chiller Works — and Where It Fails
Understanding the failure modes of an absorption chiller requires understanding the cycle. Unlike vapor-compression chillers, absorption machines use a refrigerant-absorbent pair — water as refrigerant and lithium bromide as absorbent — driven by a heat source rather than a compressor. Every failure mode traces back to one of four cycle components.
LiBr Absorption Cycle — Four Components, Four Failure Zones
Generator
Steam drives off refrigerant water from strong LiBr solution
Failure: Scale on tubes, low steam pressure, solution carryover
↓
Condenser
Refrigerant vapor condenses — heat rejected to cooling tower
Failure: Fouled condenser tubes, high cooling water temp
↓
Evaporator
Refrigerant evaporates at low pressure — produces chilled water
Failure: Refrigerant contamination, low vacuum, reduced capacity
↓
Absorber
Dilute LiBr reabsorbs refrigerant vapor — completes the cycle
Failure: Crystallization, fouled absorber tubes, weak LiBr solution
Critical Monitoring Parameters — What OxMaint Tracks Per Chiller
| Parameter |
Normal Range |
Alert Threshold |
Failure If Ignored |
PM Action |
| LiBr Solution Concentration |
55–65% by weight |
Above 62% (crystallization risk) |
Crystallization — full machine shutdown, costly recharge |
Dilution cycle initiation + solution sample analysis |
| Chiller Vacuum (Absolute Pressure) |
0.5–1.0 mmHg abs |
Above 3 mmHg |
Non-condensable gas accumulation — capacity loss, COP collapse |
Purge system check + leak detection inspection |
| Steam Inlet Pressure |
Per manufacturer rating |
Below –10% of rated |
Reduced generator temperature — under-cooling, chiller unloads |
Steam trap inspection + pressure regulator check |
| Chilled Water Leaving Temp |
6–7°C (design) |
Above +1°C of setpoint |
Comfort/process cooling failure — hot calls to operations |
Capacity trending + solution concentration review |
| Cooling Water Inlet Temp |
<32°C (typical) |
Above 35°C |
High condensing temperature — COP drops, generator overloads |
Cooling tower PM + condenser tube cleaning trigger |
| Corrosion Inhibitor (Li₂CrO₄ or Organic) |
Per OEM specification |
Below minimum OEM limit |
Internal copper and steel corrosion — refrigerant contamination |
Solution sample — inhibitor dosing work order |
| COP (Calculated) |
Per design at load conditions |
Below 85% of design COP |
Steam waste — energy cost overrun without visible alarm |
Tube bundle inspection + purge system verification |
Crystallization Prevention — The Most Critical PM Task
Crystallization is the single most feared failure mode in LiBr absorption chillers. When solution concentration rises above the crystallization threshold — typically above 65% LiBr — the solution solidifies in tubes and heat exchangers, causing a complete, costly shutdown. Prevention requires continuous concentration monitoring and structured dilution cycle protocols. OxMaint automates both.
01
Concentration Monitoring
Solution specific gravity measured weekly — trended in OxMaint against crystallization curve. Alert triggered when concentration approaches 62% at operating temperature.
02
Dilution Cycle Protocol
Structured pre-shutdown dilution cycle programmed as a mandatory work order — brings solution to safe concentration before steam is isolated. Logged with timestamp and operator sign-off.
03
Power Failure Protection
OxMaint tracks dilution cycle completion history — flagging machines that experienced uncontrolled shutdowns (power loss, emergency stop) for immediate concentration check on restart.
04
Solution Sampling Schedule
Quarterly laboratory analysis of solution chemistry — concentration, inhibitor level, pH, and metals content — scheduled as a PM work order with lab results stored against chiller serial number.
Crystallization Costs $90K. Prevention Costs a PM Workflow.
OxMaint tracks LiBr concentration trends, automates dilution cycle protocols, and schedules every absorption chiller PM task before the machine tells you it's too late.
Absorption Chiller PM Schedule — Full Asset Coverage
| Component |
PM Frequency |
Key Tasks |
Consequence if Missed |
| Purge System |
Weekly check, annual overhaul |
Purge pump operation, refrigerant recovery, non-condensable level check |
Vacuum degradation, progressive COP loss, capacity collapse |
| Absorber & Condenser Tubes |
Annual cleaning (brush + eddy current test) |
Biofilm removal, tube wall thickness, scale assessment |
15%+ COP loss, tube pitting, unplanned shutdown |
| Generator Tube Bundle |
Annual inspection |
Scale deposit, tube integrity, steam side fouling |
Reduced heat input, chiller unable to meet load |
| Solution Heat Exchanger |
Annual check |
Fouling factor, flow restriction, temperature differential |
Reduced regeneration efficiency, steam waste |
| Steam Traps & Control Valves |
Semi-annual |
Trap operation test, modulating valve stroke, pressure regulation |
Steam wastage or insufficient generator temperature |
| Solution Pumps & Refrigerant Pumps |
Monthly checks, annual overhaul |
Seal condition, bearing temperature, flow rate, vibration |
Solution flow interruption — rapid concentration rise |
| Corrosion Inhibitor Level |
Quarterly laboratory sample |
Inhibitor concentration, pH, metals analysis |
Internal corrosion, refrigerant contamination, warranty void |
Expert Review
SK
Suresh Kannan
Senior Mechanical Engineer — Industrial Utilities & Central Plants
21 years maintaining absorption and electric chillers in district cooling and petrochemical facilities
"Absorption chillers are misunderstood assets. Engineers who manage them poorly tend to think of them as low-maintenance because they have no compressor. In reality, the opposite is true — the solution chemistry, vacuum integrity, and tube bundle condition require more disciplined monitoring than a centrifugal chiller, not less. I've seen a crystallization event that took a 1,500-ton chiller offline for six weeks because the purge system had been running degraded for months with no one tracking the non-condensable accumulation rate. A CMMS that treats purge performance, COP trending, and solution concentration as formal asset metrics — not optional log entries — changes the failure profile of these machines fundamentally."
★★★★★
Verified Industry Expert
Frequently Asked Questions
What causes absorption chiller crystallization and how can it be prevented?
Crystallization occurs when lithium bromide solution concentration rises above the point where the solution can remain liquid at operating temperature — typically above 65% LiBr. The most common causes are uncontrolled shutdowns without a dilution cycle, inadequate cooling water flow to the absorber, and gradual refrigerant migration into the solution over time. Prevention requires weekly concentration trending against the crystallization curve, mandatory dilution cycle execution before every planned shutdown, and quarterly solution laboratory analysis. OxMaint automates all three as structured PM work orders with operator sign-off requirements — preventing the scenario where a dilution cycle is skipped because an operator was in a hurry.
Start free to build your absorption chiller PM program.
How does OxMaint track absorption chiller COP and steam efficiency?
OxMaint calculates and trends COP using data from steam flow meters, chilled water flow and temperature sensors, and cooling water flow and temperature — either integrated directly from the chiller BMS or entered manually per shift. When calculated COP drops below 85% of design value, the system generates a diagnostic work order prompting tube bundle inspection, purge system check, and solution concentration analysis. This approach converts an energy metric into a maintenance trigger — ensuring COP loss is investigated before it becomes unrecoverable degradation.
Book a demo to see live COP trending in OxMaint.
What is the correct vacuum level for an absorption chiller and why does it matter?
A properly operating LiBr absorption chiller maintains an absolute pressure of 0.5 to 1.0 mmHg in the evaporator section — well below atmospheric — because water only evaporates at 6°C (the required chilled water temperature) at these very low pressures. Non-condensable gases — air, hydrogen from corrosion, and other gases — accumulate over time and raise the absolute pressure, degrading evaporator performance and reducing cooling capacity. The purge system removes these gases continuously, but purge pump wear and solution leaks cause vacuum to degrade if not monitored. OxMaint tracks absolute pressure trends per chiller and schedules purge system PM before vacuum deterioration reaches the performance-impact threshold.
How frequently should absorption chiller tube bundles be cleaned and inspected?
Annual cleaning of absorber and condenser tube bundles is the minimum industry standard, supported by ASHRAE and equipment manufacturer maintenance guidelines. In facilities with poor cooling water quality, hard water, or high biological load in the cooling tower, semi-annual cleaning may be warranted. OxMaint schedules cleaning work orders per chiller serial number, tracks the last cleaning date, and cross-references cooling water chemistry records to determine whether cleaning frequency should be escalated. Eddy current tube testing is recommended every two years to detect wall thinning before tube failure. All inspection results are stored per tube bundle for lifetime trend analysis.
Start free and log your first tube bundle inspection in OxMaint.
Absorption Chiller Reliability Is Earned Through Measurement, Not Assumed
OxMaint gives central plant and industrial teams a complete maintenance platform for LiBr concentration tracking, vacuum monitoring, COP analytics, crystallization prevention, and full tube bundle inspection history — so steam-driven cooling stays reliable through every season.