A girth gear that reaches end-of-life six months ahead of schedule doesn't fail overnight — it degrades through measurable wear stages that paper-based maintenance programs consistently miss. One premature replacement on a 4-metre girth gear costs $380,000–$620,000 in parts, labour, and lost clinker production. Across the industry, cement plants that run reactive asset management retire equipment at 60–75% of its rated service life — discarding decades of potential production capacity and spending millions on avoidable capital replacements. A Computerized Maintenance Management System (CMMS) reframes asset management from a cost centre into a capital strategy — tracking every asset from commissioning to decommissioning, extending service life by 20–40%, and turning replacement decisions from reactive emergencies into data-backed capital plans. Plants using CMMS-driven asset lifecycle management reduce total maintenance spend by 15–25% annually while simultaneously extending equipment uptime.
This guide covers the full framework for cement plant asset lifecycle management — how a CMMS structures asset hierarchies, monitors health across life stages, drives capital planning decisions, and integrates with ERP systems for total cost visibility. For context on how lifecycle management fits within the broader maintenance transformation, see the complete CMMS guide for cement plants before diving into lifecycle specifics.
What Is Asset Lifecycle Management in Cement Manufacturing?
Asset Lifecycle Management (ALM) is the systematic approach to tracking, maintaining, and optimising every physical asset across its full service life — from commissioning through to planned decommissioning or replacement. In cement manufacturing, where a single rotary kiln represents $40–$80 million in capital and dozens of critical assets operate under extreme heat, dust, and mechanical stress, ALM determines whether assets reach their rated 20–30 year design life or are discarded at 12–15 years due to unmanaged degradation. A CMMS is the operational backbone of ALM — storing the asset register, tracking condition history, calculating remaining useful life, and surfacing replacement decisions before they become emergencies.
Digital Asset Register
Every asset — from the kiln shell to auxiliary pump motors — logged with OEM specs, installation date, rated life, and full maintenance history in a searchable, mobile-accessible database.
Condition Monitoring
Continuous or periodic health data — vibration, temperature, oil analysis, wear measurements — linked to each asset's lifecycle record to track degradation trajectory in real time.
Remaining Useful Life (RUL)
Algorithm-driven estimates of how much serviceable life remains in each asset — calculated from wear data, maintenance history, and operating hours to inform replacement planning horizons.
Total Cost of Ownership
Cumulative cost tracking across acquisition, installation, maintenance, energy, downtime losses, and disposal — giving engineering managers the full financial picture for refurbish-vs-replace decisions.
Capital Planning Integration
Multi-year replacement and refurbishment forecasts pulled directly from CMMS lifecycle data — enabling finance teams to budget capital expenditure 3–5 years ahead with data-backed confidence.
Failure Mode Library
Catalogued failure modes and root causes per asset class — built from accumulated work order history — enabling pattern recognition across the fleet and proactive PM interval optimisation.
The Cost of Poor Asset Lifecycle Management: 2025 Industry Data
Cement plants that lack structured lifecycle management don't just suffer from unplanned downtime — they systematically destroy asset value through premature retirement, over-maintenance of low-risk equipment, and capital budget surprises that derail annual plans.
Start Tracking Your Asset Lifecycle From Day One
Oxmaint's CMMS includes a full asset lifecycle management module purpose-built for heavy industrial operations. Deploy across your cement plant in 60–90 days and begin building the lifecycle data that drives capital planning decisions for the next decade.
ALM With CMMS vs. Spreadsheet-Based Management: Head-to-Head
The structural gap between CMMS-managed and spreadsheet-managed asset programmes compounds over years. Here's how the two approaches compare across every dimension that affects capital efficiency and plant reliability.
The 5 Lifecycle Stages CMMS Manages for Every Cement Plant Asset
Every asset in a cement plant passes through five distinct lifecycle stages — and each stage requires different CMMS workflows to extract maximum value. Understanding this framework is the foundation of a structured ALM programme.
Commissioning & Onboarding
Every new asset enters the CMMS on arrival — before it's installed. OEM specs, installation drawings, warranty terms, spare parts lists, and baseline performance parameters are recorded. The initial PM schedule is configured from manufacturer recommendations, and condition baselines are established during commissioning runs.
Early Life (0–30% of Rated Life)
The early operating phase builds the baseline failure pattern library. The CMMS tracks infant mortality failures common in cement plant environments — misalignment, improper lubrication, and installation defects — and logs every work order against the asset. PM intervals begin as OEM-specified but can be refined as actual performance data accumulates.
Mature Operating Life (30–70% of Rated Life)
The mature phase is where CMMS lifecycle management delivers the most value. Assets are operating reliably, but degradation is accumulating. Condition monitoring data feeds predictive models, PM intervals are optimised based on actual failure history, and the CMMS tracks cumulative maintenance spend against replacement cost thresholds.
Aging Asset Management (70–90% of Rated Life)
As assets enter the aging phase, CMMS data drives the refurbish-vs-replace analysis. Maintenance frequency increases and cumulative spend accelerates — the CMMS surface these trends automatically. Engineering managers receive automated alerts when total maintenance cost exceeds 60% of replacement cost, triggering formal capital review processes.
End-of-Life Planning & Replacement
CMMS-managed end-of-life transitions eliminate the emergency replacement scenario. Replacement is planned 12–24 months in advance, procured at standard market pricing, and scheduled during the annual shutdown window. The full maintenance history from the retiring asset feeds into the configuration and initial PM setup for its replacement — carrying forward institutional knowledge automatically.
Critical Asset Lifecycle Profiles: Cement Plant Equipment
Lifecycle management requirements vary dramatically across a cement plant's asset base. These profiles define the CMMS configuration, monitoring approach, and typical lifecycle parameters for the equipment classes that drive the most capital risk.
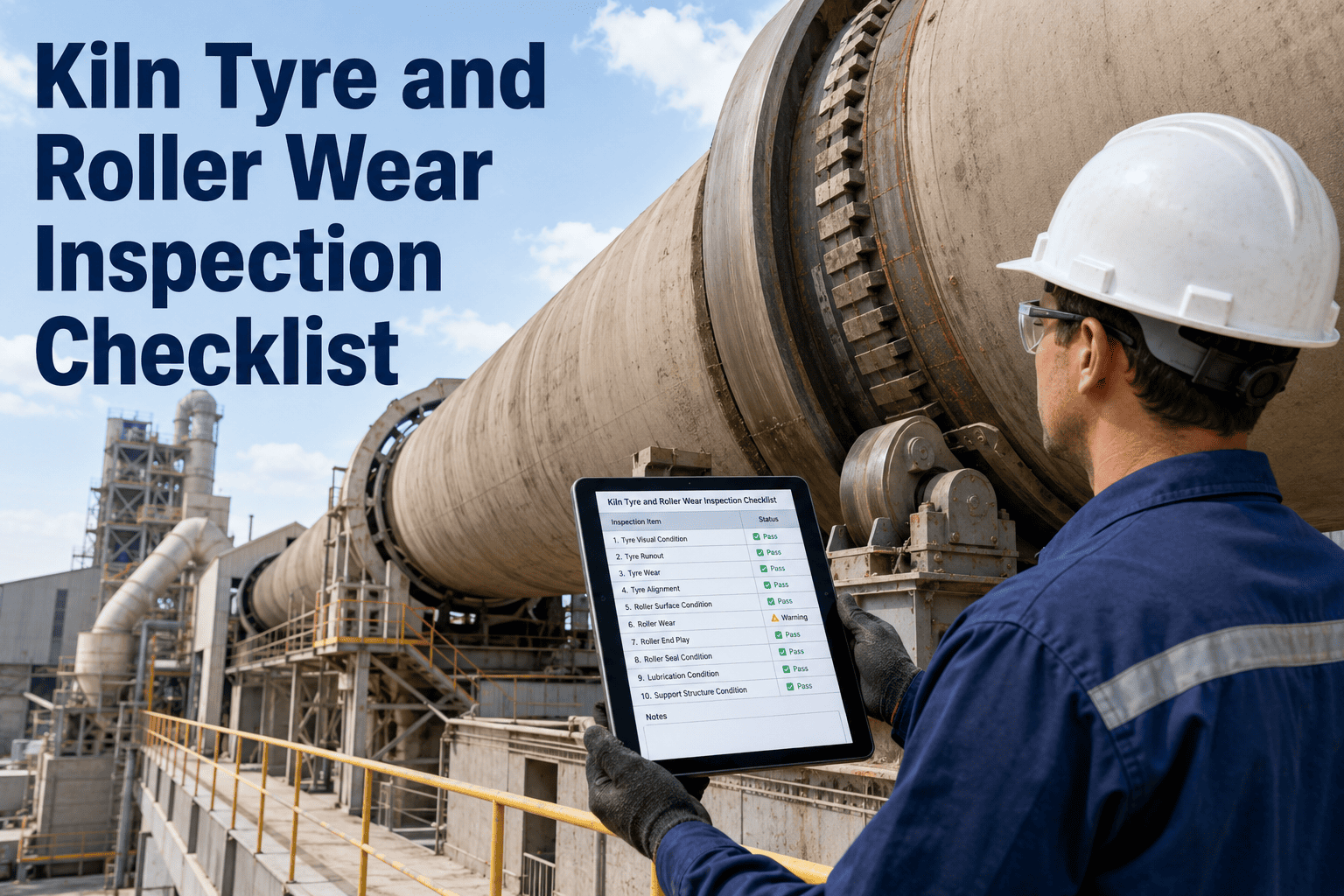
Rotary Kiln Assembly
Shell ovality measurements logged quarterly. Tyre migration trends tracked against calculated migration rates. Girth gear wear measured at each shutdown and plotted against replacement threshold. Refractory lining heat maps updated monthly from IR scanner data. Full TCO tracked against 30-year horizon.
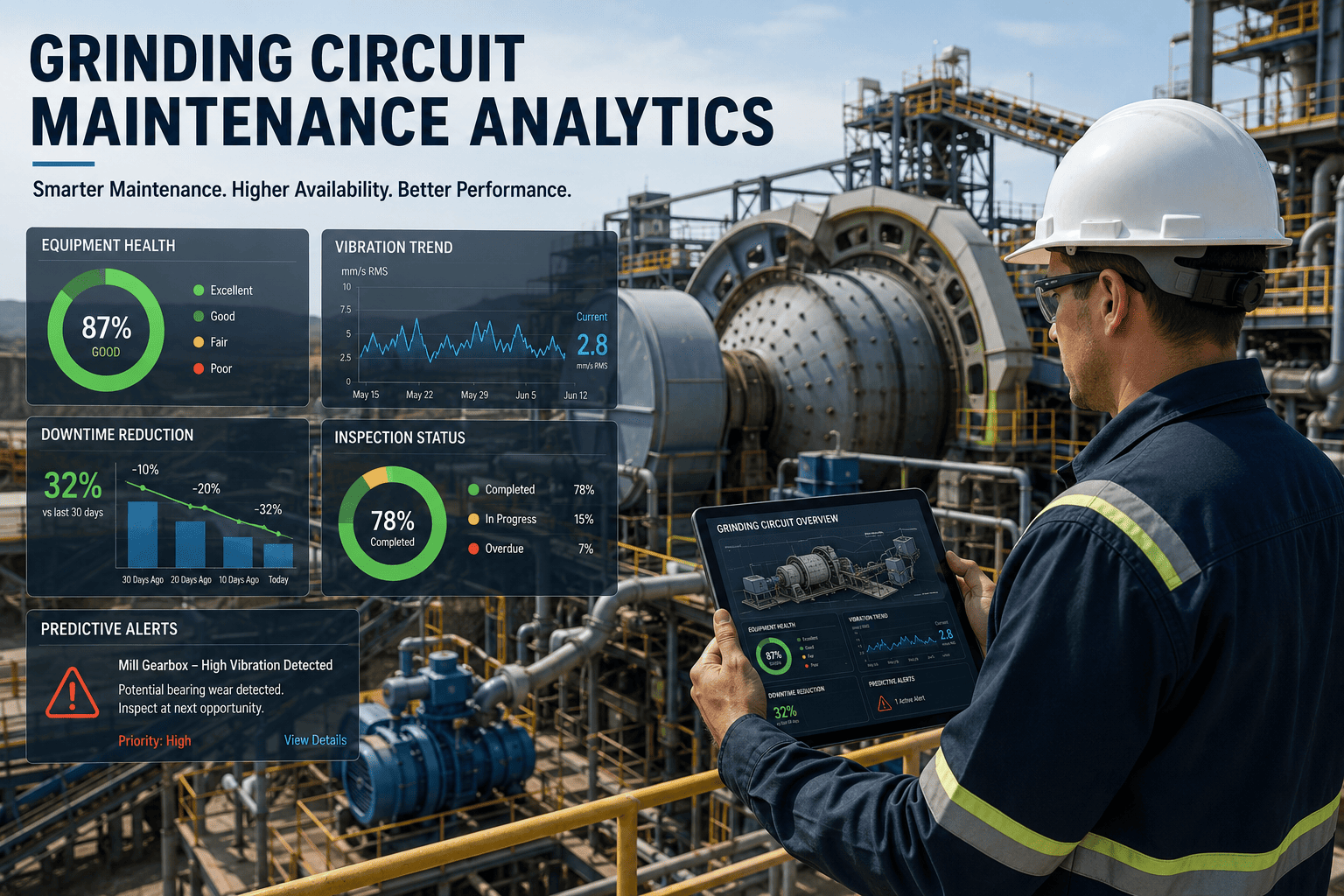
Raw Mill & Finish Mill Systems
Liner thickness measured at each shutdown entry and logged to cumulative wear curves. Main bearing vibration trended continuously. Drive gear backlash measured annually. Liner operating hours tracked per segment — asymmetric wear patterns trigger partial replacement work orders.
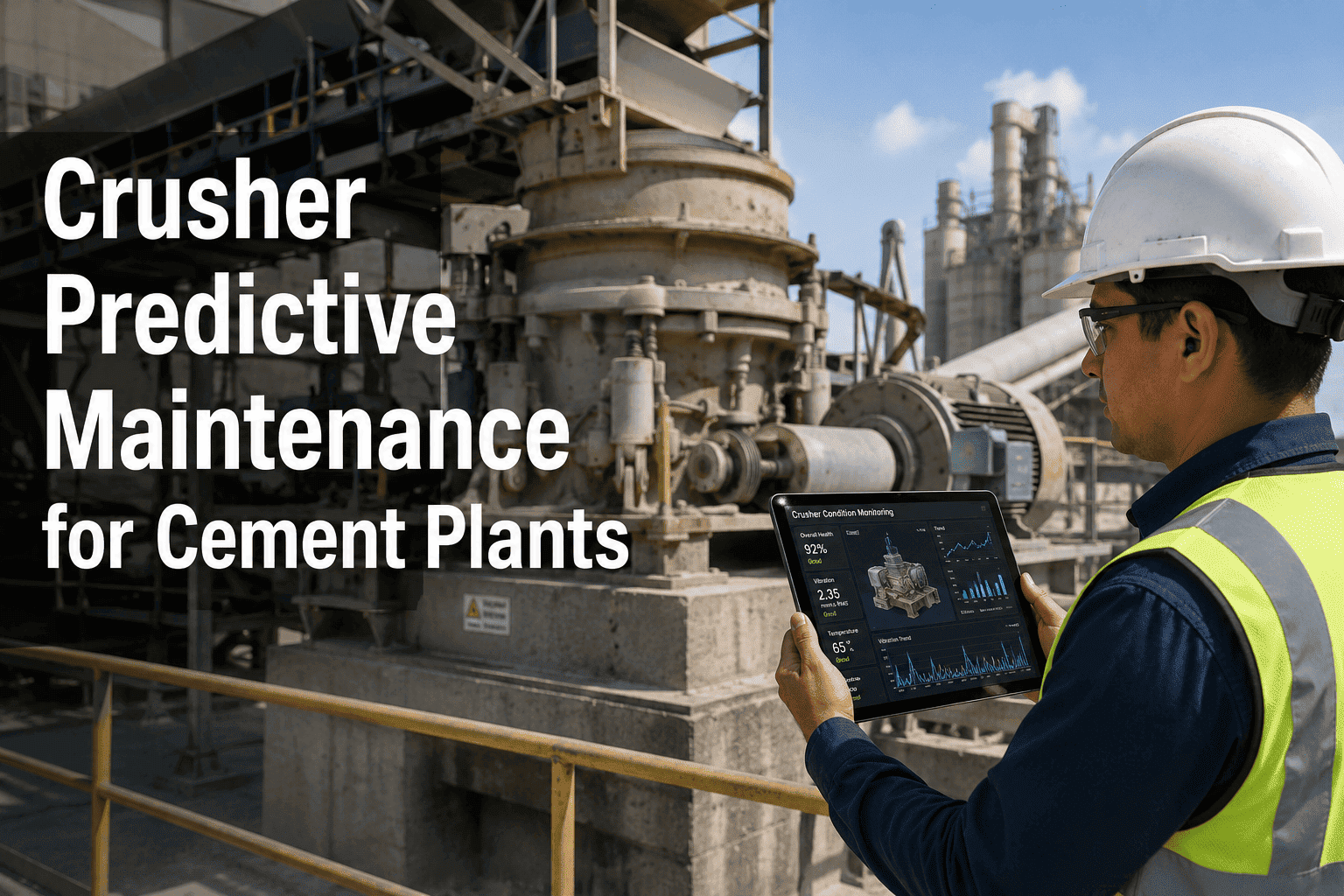
Crusher Systems
Liner wear tracked by operating hours and throughput tonnage — not just calendar time. CMMS auto-generates replacement work orders when cumulative tonnage targets are approached. Power draw trending detects deteriorating crushing efficiency before product size deviation occurs.
Preheater & Calciner Systems
Refractory lining thickness tracked zone-by-zone from annual inspection data. Shell temperature hot spots mapped and trended — escalation triggers when surface temp exceeds thresholds. Riser duct thickness measured with UT scanning and entered into CMMS wear progression curves.
See Asset Lifecycle Management Running on Cement Plant Data
Our team will walk you through a live Oxmaint demo with actual cement plant asset hierarchies, lifecycle stage tracking, RUL dashboards, and capital planning reports. You'll see exactly how lifecycle data translates into capital budget decisions.
CMMS Modules That Power Cement Plant Asset Lifecycle Management
Effective ALM in cement manufacturing requires more than an asset register. These CMMS modules work together to deliver complete lifecycle intelligence — from condition data through to capital plan output. Sign up for Oxmaint to explore all modules with cement plant asset data during your free trial.
Asset Hierarchy Builder
Structure your asset register from plant level down to individual sub-components. Each asset node stores OEM documentation, installation records, serial numbers, warranty dates, and linked spare parts. Mobile QR/barcode scanning gives field technicians instant access to any asset's full history on-site.
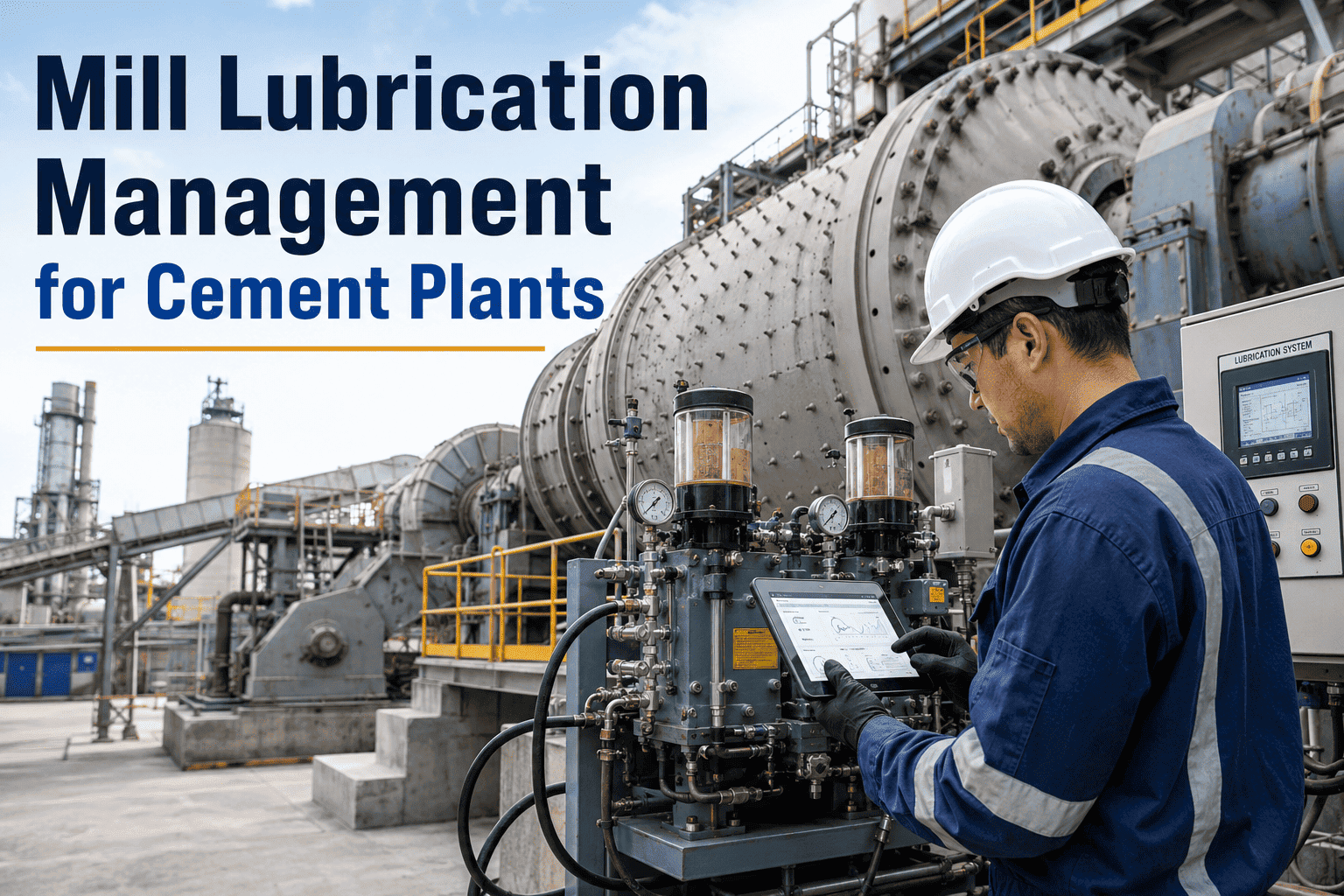
Condition Monitoring Integration
Connect vibration sensors, shell temperature scanners, oil analysis feeds, and process historian data directly to asset lifecycle records. Condition trends are plotted against baselines, and the CMMS generates work orders automatically when measurements drift into alert zones — before the component reaches failure threshold.
Remaining Useful Life (RUL) Engine
RUL calculations combine operating hours, condition trends, historical MTBF data, and OEM degradation curves to estimate remaining serviceable life for each critical component. RUL outputs feed directly into the capital planning dashboard — surfacing replacement needs 12–24 months ahead of the projected failure date.
Total Cost of Ownership Tracker
Every work order cost, every spare part consumed, every emergency procurement premium is automatically added to each asset's cumulative TCO ledger. When cumulative maintenance spend approaches the 60% replacement cost threshold — a standard trigger for refurbish-vs-replace analysis — the CMMS alerts engineering management automatically.
Capital Planning Dashboard
Aggregate RUL data and TCO trends across the full asset fleet into a multi-year capital expenditure forecast. The dashboard shows which assets will require replacement or major overhaul in each of the next 5 years — allowing finance teams to include these costs in annual and multi-year capital budgets before they become crisis-driven unbudgeted spends.
Failure Mode & Root Cause Library
Every failure logged in the CMMS is classified by failure mode, root cause, and contributing factors. Over time, this builds a plant-specific failure library that drives PM interval optimisation — eliminating over-maintenance on low-risk assets and increasing intervention frequency only on assets demonstrating actual degradation signals.
Implementing Asset Lifecycle Management: Phased Rollout for Cement Plants
ALM implementation fails when plants try to capture perfect data from day one. This phased approach builds lifecycle management capability progressively — delivering value at each stage without overwhelming maintenance teams already managing continuous production.
Asset Register Foundation — Weeks 1–3
Zero Production ImpactMaintenance History Migration — Weeks 3–8
Baseline BuildingLive Condition Data Integration — Weeks 8–16
Predictive IntelligenceCapital Planning & ERP Integration — Months 4–6
Strategic ValueALM ROI for Cement Plants: Quantifying the Financial Impact
Asset lifecycle management ROI in cement manufacturing is measurable across five distinct financial dimensions. Each can be quantified against plant-specific baselines to build a board-level business case. For a full ROI calculation methodology, see how to calculate and justify your CMMS investment.
Frequently Asked Questions: Asset Lifecycle Management in Cement Plants
How do you build an asset register if maintenance records are mostly on paper?
Most cement plants start asset register migration in parallel with active CMMS use — not before it. Begin by entering the 20–30 most critical assets (kiln, mills, major compressors) with their known specifications and whatever maintenance history is available, even if incomplete. The CMMS then builds the history forward from day one, while the team progressively digitises historical records. A useful framework is the 80/20 rule: 20% of assets drive 80% of maintenance cost and downtime risk. Get those assets fully registered first, then expand. Oxmaint's import templates accept bulk CSV uploads from existing spreadsheets, reducing manual entry significantly.
What data does a CMMS need to calculate Remaining Useful Life accurately?
RUL accuracy improves progressively as data accumulates. Initially, RUL estimates are based on OEM-rated service life, operating hours, and whatever historical failure data exists. As the CMMS accumulates real maintenance history — work order frequencies, condition measurements, failure modes — the estimates become increasingly plant-specific and accurate. For cement plant critical assets, the most predictive inputs are: cumulative operating hours, vibration trend data (for rotating equipment), shell or liner thickness measurements (for wear components), oil analysis results, and repair frequency trends. Basic estimates are useful within 60–90 days of CMMS deployment; high-confidence predictive RUL typically takes 6–18 months of live data accumulation.
How should we decide between refurbishing and replacing aging cement plant equipment?
The standard financial trigger for refurbish-vs-replace analysis is when cumulative maintenance cost for an asset reaches 50–60% of its current replacement cost — at this point, the analysis is financially material. The CMMS surfaces this automatically from TCO tracking. The analysis itself compares: (1) refurbishment cost + projected post-refurb maintenance cost over 5 years versus (2) replacement cost + new asset maintenance cost over the same period, factoring in production uptime differences. Beyond financials, the decision should weight: refurbishment lead time versus replacement procurement timeline, whether replacement technology offers meaningful performance improvements, and whether the asset's process role is likely to change. CMMS data makes all financial inputs objective — removing the "we've always done it this way" bias from these decisions.
Can CMMS asset lifecycle data integrate with our SAP or ERP system?
Yes. Modern CMMS platforms integrate with SAP PM, SAP S/4HANA, Oracle, and other ERP systems via API or standard data exchange protocols. The most valuable integration flows are: work order costs from CMMS to ERP cost centres (eliminating double-entry), purchase order triggers from CMMS inventory thresholds to ERP procurement workflows, and asset replacement events from CMMS capital plans to ERP budgeting modules. For cement plants already running SAP PM, the most common approach is to use CMMS as the field-execution and condition monitoring layer — with richer mobile functionality and sensor integration — while SAP PM handles financial cost allocation. Oxmaint's integration documentation covers SAP and major ERP platforms with pre-built connectors.
How does asset lifecycle management connect to annual shutdown planning?
Lifecycle data directly determines shutdown scope. The CMMS generates a pre-shutdown asset health report showing every component approaching a maintenance or replacement threshold within the next 12–18 months — allowing shutdown planners to bundle interventions into the scheduled window rather than responding to failures between shutdowns. For cement plants, this typically means refractory lining replacements, liner changes, girth gear inspections, and major bearing replacements are all CMMS-scheduled rather than discovered at start-up. Plants using CMMS for shutdown planning consistently report 15–25% shorter turnaround durations because scope is defined, parts are pre-ordered, and contractor work packages are detailed in advance.
What KPIs should we track for asset lifecycle management performance?
The most important ALM KPIs for cement plant management are: Asset Utilisation Rate (actual vs. rated capacity), Mean Time Between Failures (MTBF) by asset class, Maintenance Cost as % of Replacement Asset Value (target: below 3% annually for well-managed assets), Planned vs. Emergency Replacement Ratio (target: above 80% planned), PM Compliance Rate (target: 85–95%), RUL Forecast Accuracy (% of replacements within CMMS-predicted window), and Capital Budget Variance (unbudgeted capex as % of total maintenance budget). Leading KPIs — PM compliance and RUL forecast coverage — are more actionable than lagging metrics because they indicate future risk rather than confirming past failures.
Is asset lifecycle management in a CMMS practical for older cement plants with legacy equipment?
Absolutely — older plants with legacy equipment typically benefit most from structured ALM because the assets are deeper into their lifecycle curves and the financial stakes of premature retirement or unexpected failure are higher. The CMMS doesn't require modern smart sensors to deliver value; manual condition data entry — thickness measurements, visual inspection scores, oil analysis results — feeds the same lifecycle calculations as automated sensor feeds. Legacy assets with incomplete historical records start with OEM-based estimates and build accuracy as real data accumulates. Many plants find that ALM implementation on legacy equipment reveals that several assets they assumed were near end-of-life are actually in better condition than their paper records suggested — unlocking years of additional service life without additional capital outlay.
Related Resources for Cement Plant Maintenance Excellence
Explore these in-depth guides to build a complete picture of maintenance strategy, compliance, and operational performance for cement manufacturing.
Complete CMMS Guide for Cement Plants
The full framework for deploying a CMMS across cement manufacturing — modules, implementation, ROI, and KPIs in one guide.
Read the Guide →Reduce Unplanned Downtime in Cement Plants
Top downtime drivers across the cement process and how CMMS-driven predictive maintenance eliminates them with real plant data.
Read the Guide →Total Productive Maintenance in Cement Plants
How TPM principles combined with CMMS automation drive compounding OEE improvements year over year in cement manufacturing.
Read the Guide →Cement Kiln Energy Optimisation
Detailed strategies for reducing kiln fuel consumption through maintenance precision — with energy benchmarks and CMMS integration points.
Read the Guide →